Короткі теоретичні відомості
Для виготовлення відливок служить ливарна форма, яка являє собою систему елементів, що утворюють робочу порожнину, при заливанні якої розплавленим металом формується відливка.
Ливарні форми виготовляють як з неметалевих матеріалів (піщані форми, форми виготовлені за моделями, що виплавляються, оболонкові форми) для одноразового використання, так і з металів (кокілі, виливниці для відцентрового лиття) для багаторазового використання.
Лиття у піщані форми є найпоширенішим способом виготовлення відливок. Виготовляють відливки з чавуну, сталі, кольорових металів від кількох грам до сотень тонн, з товщиною стінки від 35 до 1000 мм і довжиною до 10000 мм.
Схема технологічного процесу виготовлення відливок у піщаних формах зображена на рис. 2.1.
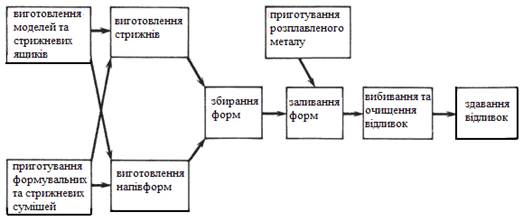
Рисунок 2.1 Схема технологічного процесу виготовлення
відливок у піщаних формах
Сутність лиття у піщані форми полягає в отриманні відливок з розплавленого металу, затверділого у формах, які виготовлені з формувальних сумішей шляхом ущільнення з використанням модельного комплекту.
Ливарна форма для отримання відливок у піщаних формах зображена на рис. 2.2.
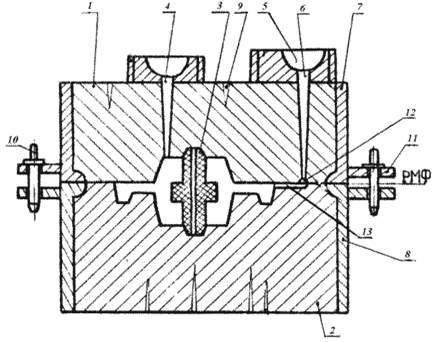
Рисунок 2.2 – Ливарна форма
Ливарна форма зазвичай складається з верхньої 1 і нижньої 2 напівформ, які виготовляються в опоках 7, 8 – пристосуванні для утримання формувальної суміші. Напівформи орієнтують за допомогою штирів 10, які вставляють в отвори ручок опок 11.
Для утворення порожнин отворів чи інших складних контурів у форми встановлюють ливарні стрижні 3, які фіксують за допомогою виступів, що входять у відповідні западини форми (знаки).
Ливарну форму заливають розплавленим металом через ливникову систему. Ливникова система – сукупність каналів і резервуарів, за якими розплав надходить з розливного ковша в порожнину форми.
Основними елементами є: ливникова чаша 5, яка служить для прийому розплавленого металу і подачі його у форму; стояк 6 – вертикальний або похилий канал для подачі металу з ливникової чаші в робочу порожнину або до інших елементів; шлаковловлювача 12, за допомогою якого утримується шлак та інші неметалеві домішки; живильник 13 – один або декілька, через які розплавлений метал підводиться в порожнину ливарної форми.
Для виведення газів, контролю заповнення форми розплавленим металом та живлення відливки при її затвердінні служить прибуток або випор 4. Для виведення газів призначені і вентиляційні канали 9.
Різновиди ливникових систем зображені на рис. 2.3.

Рисунок 2.3 – Різновиди ливникових систем
Розрізняють ливникові системи з живильниками, розташованими у горизонтальній і вертикальній площинах.
За способом підведення розплаву в робочу порожнину форми ливникові системи поділяють на нижню, верхню, бокову.
Нижня ливникова система (ріс. 2.3 б) широко використовується для лиття сплавів, які легко окислюються і насичуються газами (алюміній), забезпечує спокійне підведення розплаву до робочої порожнини форми і поступове заповнення її металом, який поступає знизу, без відкритого струменя. При цьому ускладнюється конструкція ливникової системи, збільшується витрата металу на неї, створюється несприятливий розподіл температур в залитій формі через сильний розігрів її нижньої частині. Можливе утворення усадкових дефектів і внутрішньої напруги. При такій системі обмежена можливість отримання високих тонкостінних відливок (при литті алюмінієвих сплавів форма не заповнюється металом, якщо відношення висоти відливка до товщини її стінки перевищує 1,5).
Нижній підвід через велику кількість живильників часто використовується при виготовленні складних за формою, великих відливок з чавуну.
Верхня ливникова система (рис. 2.3 в). Перевагами системи є мала витрата металу, конструкція проста і легко здійсненна при виготовленні форм, подача розплаву зверху забезпечує сприятливий розподіл температури в залитій формі (температура збільшується від нижньої частини до верхньої), отже, і сприятливі умови для спрямованої кристалізації і живлення відливки.
Недоліки: падаючий зверху струмінь може розмити піщану форму, викликаючи засмічення; при розбризкуванні розплаву виникає небезпека його окислення і замішування повітря в потік з утворенням оксидних включень; ускладнюється уловлювання шлаку.
Верхню ливникову систему застосовують для невисоких (у положенні заливання) відливок, невеликої маси і нескладної форми, виготовлених із сплавів не схильних до сильного окислення у розплавленому стані (чавуни, вуглецеві конструкційні сталі, латуні).
Бічна ливникова система (ріс. 2.3 а). Підведення металу здійснюється у середню частину відливки (за роз'ємом форми).
Таку систему застосовують при отриманні відливок з різних сплавів, малих і середніх за масою деталей, площина симетрії яких збігається з площиною роз'єму форми. Є проміжною між верхньою і нижньою, і отже поєднує у собі деякі їх переваги й недоліки.
Іноді при підводі металу знизу і зверху використовують масивні колектори.