Точение ступенчатых валов.
Лабораторная работа № 10.
Цель: научиться точить ступенчатые валы, научиться пользоваться лимбами продольной и поперечной подач, научиться размечать ступенчатые валы.
Методическое обеспечение: данная разработка.
Оборудование: токарный станок ТВ.
Инструмент: токарные резцы.
Заготовки: отрезки прутка различного диаметра, длиной не мене 5 диаметров заготовки.
Ход работы.
1. Подготовь станок к работе.
2. Установи проходной отогнутый, проходной упорный, подрезной и отрезной резцы.
3. Закрепи заготовку с вылетом не более 4 ее диаметров.
4. Подрежь торец.
5. Обдумай последовательность обработки ступеней.
6. Определи режимы резания для каждой ступени.
7. Разметь длину первой от торца ступени, согласно рис. 101. Шпиндель станка не вращается.

Рис.101. Разметка длины детали: 1 – заготовка, 2 - проходной отогнутый правый резец, 3 – выдвижная линейка штангенциркуля, -штангенциркуль.
8. Убери штангенциркуль.
9. Отведи резец от заготовки в поперечном направлении.
10. Включи станок, подведи резец к заготовке и прорежь небольшую канавку на заготовке
11. Отключи станок, дождись полной остановки шпинделя, не тормози шпиндель рукой.
12. Проконтролируй длину первой ступени при помощи штангенциркуля, согласно рисунку 102.
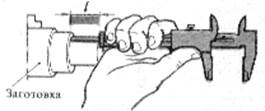
Рис.102. Разметка второй ступени. – длина ступени
13. Аналогично произведи разметку и контроль разметки остальных ступеней вала.
14. Обработай согласно выбранной последовательности обработки все ступени вала
А) Установи глубину резания для чего: а) подведи резец до упора к заготовке, б) установи наружное кольцо лимба на 0 рис.103. Отведи продольной подачей резец вправо от детали. Рассчитай число делений лимба, на которое необходимо передвинуть резец, чтобы установить величину срезаемого слоя – глубину резания. Пример. Диаметр заготовки 20 мм. Диаметр ступени вала 18 мм. Таким образом, для получения заданного диаметра ступени необходимо уменьшить диаметр заготовки на 20 – 18 = 2 мм. Т.к. резец находится с одной стороны, а заготовка поворачивается к резцу другой стороной, стружка одинаковой толщины снимается с двух сторон. Следовательно, при установке резца его необходимо ввести в тело заготовки на половину припуска. Для нашего примера величина внедрения резца в тело резца- глубина резания составляет  мм. Цена деления лимба, т.е. величина на которую резец войдет в тело заготовки, при перемещении его так. чтобы кольцо лимба повернулось на одно деление, на нашем станке равна 0,025 мм. Для того чтобы ввести резец в заготовку на глубину 1 мм, нужно чтобы при повороте рукоятки вращения винта, наружное кольцо лимба повернулось на
мм. Цена деления лимба, т.е. величина на которую резец войдет в тело заготовки, при перемещении его так. чтобы кольцо лимба повернулось на одно деление, на нашем станке равна 0,025 мм. Для того чтобы ввести резец в заготовку на глубину 1 мм, нужно чтобы при повороте рукоятки вращения винта, наружное кольцо лимба повернулось на  , где к – число делений необходимых для установки заданной глубины резания, t – глубина резания; ц.д. – цена деления лимба. Для нашего случая 1: 0.025=40 делений.
, где к – число делений необходимых для установки заданной глубины резания, t – глубина резания; ц.д. – цена деления лимба. Для нашего случая 1: 0.025=40 делений.

Рис. 103. Лимб.
Поворачивая рукоятку поперечного перемещения резца, по часовой стрелке, на расчетное число делений, установи заданную глубину резания. Если случайно произведешь поворот на большее число делений, то для установки заданного числа делений сделай сначала один или два оборота назад, а затем, вращая рукоятку по часовой стрелке, установи требуемое число делений. Б) Включи станок. Дождись, пока шпиндель наберет полное число оборотов, которое ты установил на коробке скоростей, и продольной подачей, подведя резец к заготовке, обточи ступень вала на длину 3 – 5 мм. Останови станок. Дождись полной остановки шпинделя и замерь полученный диаметр. Если размер диаметра соответствует заданному, то обточи деталь на заданную длину. Если размер диаметра больше необходимого, то откорректируй глубину резания, используя известные формулы. Если размер диаметра меньше заданного, то сначала подрежь торец на 1 -2 мм, а затем повтори установку глубины резания. Данный прием установки заданной глубины резания называется методом пробной стружки. В) Повтори приемы точения методом пробных стружек, для последующих ступеней вала. Длины ступеней можно отсчитывать как от торца детали, так и от торца каждой ступени. При точении проходным отогнутым резцом, следует учитывать, что уступ, в данном случае, получается не перпендикулярным оси изделия, а конусным, что вызывает необходимость последующего подрезания уступов. Подрезание уступов производится аналогично подрезанию торцов.