I. ОБТАЧИВАНИЕ ФАСОННЫХ ПОВЕРХНОСТЕЙ МЕТОДОМ КОМБИНИРОВАННОЙ ПОДАЧИ РЕЗЦА
1. Обточить выпуклую фасонную поверхность 2.
1.1. Установить заготовку 1 (рис. 1).
1.2. Установить и закрепить резцы в резцедержателе (рис. 2). Резцом 4 проходным
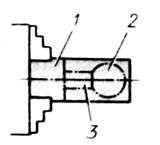
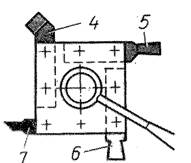
Рис.1. Рис.2
отогнутым обтачивать заготовку предварительно; резцом 5 прорезным вытачивать канавку и предварительно обтачивать шаровую поверхность; резцом 6 проходным прямым чистовым обтачивать фасонную поверхность начисто; резцом 7 отрезным отрезать деталь.
1.3. Обточить заготовку предварительно (рис. 3).
 Обтачивать заготовку резцом 4 с припуском D + 2 на чистовую обработку шаровой поверхности и по длине на отрезание.
Обтачивать заготовку резцом 4 с припуском D + 2 на чистовую обработку шаровой поверхности и по длине на отрезание.
1.4. Проточить канавку 3 (см. рис. 1) предварительно. Прорезной (рис. 4) резец 5 переместить от торца головки 2 будущей детали на длину l\ = D + 2 мм. Припуск 2 мм оставить на чистовое обтачивание. Выточить канавку диаметром d + 1 мм и длиной до проточенной части заготовки1.5. Наметить резцом 4 риску а посередине головки 2 (рис. 5).
Рис. 3.
1.6. Обточить предварительно правую часть поверхности шара (рис. 6). Резец 5 прорезной поставить против риски а. Вращая левой рукой по часовой стрелке рукоятку винта поперечных салазок, а правой против часовой стрелки рукоятку верхних салазок, обточить правую часть поверхности шара. Проверить обработанную поверхность соответствующим шаблоном.
1.7. Обточить предварительно левую часть поверхности шара (рис. 7). Вращая левой рукой рукоятку винта поперечных салазок, а правой — рукоятку винта верхних салазок по часовой стрелке, обточить резцом 5 левую часть поверхности шара. Проверить полученный диаметр штангенциркулем, а шаровую поверхность — соответствующим шаблоном.
1.8. Обточить окончательно правую часть поверхности шара (рис. 8). Резец 6 (проходной, прямой чистовой) подвести к поверхности заготовки против риски
и коснуться ее. Установить резец по лимбу на требуемую глубину резания, комбинированной подачей вправо по стрелке обточить поверхность окончательно, проверить обработанную поверхность соответствующим шаблоном и возвратить резец в исходное рабочее положение.
1.9. Проверить обточенную поверхность шаблоном (рис. 9). Сферическая поверхность шаблона 1 должна плотно прилегать к обточенной поверхности.



Рис.4. Рис.5 Рис.6.
 Рис.7.
Рис.7.
1.10. Обточить начисто левую часть поверхности шара (рис. 10). Резец 6 подавать от середины влево по стрелкам комбинированной подачей так же, как и при предварительной обточке, проверить обработанную фасонную поверхность по соответствующему шаблону.
1.11. Проверить всю обточенную поверхность шара (рис. 11). Рабочая поверхность шаблона // должна прилегать к обточенной поверхности заготовки без просвета; полученный диаметр проверить штангенциркулем.
Рис.7.
1.12. Обточить начисто цилиндрическую часть и отрезать изготовленную деталь. Отрезать деталь в размер отрезным резцом 7 с режущей кромкой, Рис.7.
расположенной под углом 80—82° к оси головки резца.
2. Обточить сопряженные (выпуклую и вогнутую) фасонные поверхности.
2.1. Заготовку закрепить в трехкулачковом патроне (рис. 12).
2.2. Установить и закрепить резцы: проходной черновой, прорезной и проходной чистовой. См. упражнение 1.2.
2.3. Подрезать торец заготовки, обточить предварительно наружную цилиндрическую поверхность. Обточить заготовку 1 до диаметра D + 1 мм на длину L (рис. 13).
2.4. Обточить правый конец ручки с применением комбинированной подачи. Обтачивать фасонную комбинированную поверхность по примеру обтачивания шаровой поверхности одновременно двумя подачами резца, вращая маховичок фартука суппорта и рукоятку винта поперечных салазок. Данный способ распространен при изготовлении деталей с фасонной поверхностью в единичном производстве.
Проходным резцом на обточенной поверхности нанести риски а. б и в, расположенные от торца на расстоянии 1\, 12, /з (см. рис. 13). Обтачивание вести от риски а по стрелке прорезным резцом с закругленной режущей кромкой. Проверить фасонную поверхность соответствующим шаблоном.
2.5. Проточить канавку (рис. 14). Проточить проходным 4 или прорезным резцом 5 между рисок бив канавку 3 до d 4- 1 мм и шириной /з •




Рис. 8. Рис. .9. Рис. 10. Рис. 11.



Рис. 12. Рис. 13. Рис.14.
2.6. Предварительно обточить левую часть фасонной поверхности ручки (рис. 15). Обтачивать левую часть фасонной поверхности ручки с применением комбинированной подачи резца 6 по направлению стрелок А и Б, начиная от риски а. Чтобы избежать отталкивания резца, фасонные поверхности рекомендуется обтачивать, перемещая резец от наружной поверхности по направлению к центру.
2.7. Окончательно обточить буртик ручки (рис. 16). Обтачивать буртик до d3.
2.8. Окончательно обточить правую часть фасонной поверхности ручки (рис. 17). Обтачивать правую часть фасонной поверхности ручки нормальным проходным чистовым резцом так же, как и при предварительном ее обтачивании. Добиться плотного прилегания шаблона / к обрабатываемой поверхности.
2.9. Окончательно обточить левую часть фасонной поверхности ручки (рис. 18). Обтачивать левую часть фасонной поверхности так же, как и при предварительном ее обтачивании. Добиться плотного прилегания шаблона // к обрабатываемой поверхности.
2.10. Окончательно обточить всю фасонную поверхность ручки (рис. 19). Проверить обточенную поверхность шаблоном. Добиться дополнительным обтачиванием обоих участков фасонной поверхности плотного прилегания шаблона /// к обрабатываемой поверхности и точных размеров согласно чертежу.
2.11. Проточить канавку (рис. 20). Протачивать канавку окончательно до d2 с расчетом на отрезание. Отрезать ручку резцом 5.
3. Обточить фасонные поверхности ручек с поддержкой заготовки задним центром. Закрепить заготовку в трехкулачковом патроне с поддержкой задним центром
 .
. 
Рис. 16.


Рис.17. Рис.18.


Рис.19. Рис. 20.
3.1. Первый способ (рис. 21). Последним переходом в этом случае будет обтачивание резцом 5 оставшегося стержня 1 до полного удаления центрового отверстия.
3.2. Второй способ (рис. 22). Заготовку закрепить, как и в предыдущем случае, но обтачивание выполнять так, что-
бы d2 ручки был обращен в сторону задней бабки. Ручки больших размеров можно обрабатывать в центрах из заготовки на две ручки. В этом случае последним переходом будет разрезание.
4. Обточить фасонные поверхности по копиру.


Рис. 21. Рис.22.
По окончании работы приведи в порядок рабочее место, сдай изделии преподавателю и оформи лабораторную работу.
Ответь на вопросы.
1.Какие поверхности деталей называются фасонными?
2.Каким образом формируется образующая фасонной поверхности?
3. Способы точения фасонных поверхностей.
4. Режим резания при точении фасонных поверхностей.