Особенности метода плазменного электролитического оксидирования при получении оксидных слоев на алюминии и его сплавах
Введение
Целью работы является разработка способа восстановления защитных свойств покрытий судовых титановых изделий, бывших в эксплуатации, с термическим оксидным слоем на поверхности.
Для осуществления цели были поставлены и решены следующие задачи:
восстановить методом плазменного электролитического оксидирования (ПЭО) покрытия, сформированные ранее методом термического оксидирования (ТО) на изделиях из титановых сплавов;
получить данные о коррозионной стойкости, формируемых защитных покрытий;
на основе полученных данных сделать выводы относительно целесообразности восстановления методом плазменного электролитического оксидирования покрытий, сформированных ранее методом термического оксидирования на изделиях из титановых.
Плазменное электролитическое оксидирование
Особенности метода плазменного электролитического оксидирования при получении оксидных слоев на алюминии и его сплавах
Обычно, процесс анодного оксидирования проводят в гальваностатическом (при постоянной плотности тока), потенциостатическом (при постоянном значении напряжения формирования), потенциодинамическом (при постоянной скорости увеличения напряжения формирования) или смешанном (комбинирование в произвольном порядке первых трех способов) режимах. Анодирование проводят при напряжении формирования несколько десятков вольт в течение 10–60 мин. При этом на поверхности образца образуются тонкие пленки толщиной от десятых долей до единиц микрон, состоящие из собственных оксидов обрабатываемого металла, например из оксида алюминия в случае оксидирования алюминия[10].
Известно, что физико-химические, эксплуатационные свойства покрытий, формируемых на металлах и сплавах в условиях протекания плазменных микроразрядов на поверхности анода, существенно отличаются от свойств обычных анодных пленок [11–13]
Условия для реализации плазменных микроразрядов возникают после превышения критического значения потенциала поляризации. В результате на поверхности анода формируются слои на основе оксидов элементов матрицы (оксидируемого материала) и электролита.
Этот способ оксидирования из-за неустоявшейся терминологии иногда называют оксидированием в режиме искрения [14,16], в режиме анодного осаждения, в режиме максимального напряжения [17], микроплазменным анодированием [17], микродуговым оксидированием (МДО) [18, 19], плазменно-электролитическим оксидированием [20] (ПЭО) и т. д. В данной работе будет использоваться последнее из перечисленных названий как наиболее корректное.
Метод плазменного электролитического оксидирования широко используется как в научных исследованиях, так и на практике для создания оксидных многофункциональных покрытий на вентильных металлах [21,22]. При ПЭО происходит оксидирование металла или сплава при повышенных значениях напряжения и плотности тока по сравнению с традиционным способом анодирования [23]. В таких условиях на аноде в канале пробоя реализуются высокая температура до 10000 К [24,25] и давление до 102 МПа, интенсивный электронный и ионный перенос при критических значениях напряженности электрического поля (до ~ 106 – 107 В/см), что в совокупности способствует электрохимическому синтезу с участием материала анода и компонентов электролита. Плазменные реакции сопровождаются переносом электронов через границу раздела электрод–раствор и протекают на поверхности электрода при прохождении токов большой плотности при анодной, катодной и анодно-катодной поляризации. Соответствующим подбором состава электролита и условий электролиза можно формировать покрытия, обладающие практически важными свойствами, в том числе сравнимые по твердости и износостойкости с корундом и карбидом вольфрама [26].
Плазменное электролитическое оксидирование металлов вентильной группы дает возможность формирования на поверхности металлов химических соединений, содержащих как элементы матрицы, так и элементы электролита. Проведенные в этой области исследования позволяют говорить о возможности направленного синтеза на поверхности оксидируемых материалов химических соединений с предполагаемыми свойствами [27,28]. При этом необходимо учитывать следующее:
1. Свойства вводимых в электролит компонентов, их растворимость, способность гидролитического расщепления, степень диссоциации в водном растворе, полимеризации и др. определяют характер взаимодействия на границе металл–электролит в двух фазах.
2. Присутствие в составе электролита нерастворимых или малорастворимых компонентов (оксиды, гидроксиды, соли) в виде суспензий, коллоидных частиц оказывает влияние на процессы его термолиза и режим проведения микроплазменного анодирования, что приводит к изменению фазового состава покрытий.
3. Снижение pH в локальных участках прианодной области при критических потенциалах формирования, обусловливающих интенсивный электрохимический разряд воды и гидроксид-ионов на поверхности анода, изменяет форму нахождения анионных комплексов и существенно влияет на кинетику процесса формирования покрытий и их химический состав.
4. Характер взаимодействия ионов электролита друг с другом как при электролизе, так и в отсутствие поляризации также оказывает влияние на состав получаемого покрытия.
5. При формировании поверхностного слоя растворимые соединения переходят в объем электролита, нерастворимые входят в состав покрытий, поэтому при подборе состава электролита необходимо учитывать физико-химические свойства синтезируемых соединений, их растворимость в данном электролите, кислотно-основные свойства, электропроводность.
6. При синтезе поверхностных слоев на сплавах металлов легирующие элементы, входящие в состав сплава, могут либо выщелачиваться в объем электролита, либо накапливаться в поверхностной пленке при определенных условиях проведения процесса и образовывать химические соединения.
С учетом вышеизложенного можно предположить, что с изменением состава электролита, напряжения формирования можно добиться получения на поверхности анода пленок необходимого состава [29] и функционального назначения.
Вместе с тем, исследуя состав, морфологию, характер распределения элементов по толщине и по поверхности покрытий, можно получить важную информацию об условиях и механизме протекания плазменных процессов на поверхности оксидируемого металла.
Неоднородность распределения элементов по сечению покрытия, как указано в работе, наблюдается в том случае, если плазменное электролитическое оксидирование ограничивали начальной стадией процесса, т. е. диапазоном напряжений, при которых мощность плазменных пробоев минимальна, и можно предположить, что пробой в основном происходит в поверхностном слое. При больших напряжениях формирования мощность, а следовательно, глубина проникновения плазменного пробоя увеличиваются, и покрытия, пробиваемые до металла, обнаруживают однородный состав.
Следует отметить, что во всех анализируемых работах прослеживается превалирующее влияние анионов электролита на состав формируемых слоев по сравнению с катионами.
При анодной поляризации металлов вентильной группы (Al, Ti, Nb, Mg и другие) на их поверхности, формируется слой оксида данного металла. Это явление используется для получения на поверхности вентильных металлов и сплавов функциональных оксидных покрытий.
В некоторых электролитах, обычно слабо реагирующими с вентильными металлами, при определенных условиях (электролит, электрические условия обработки), при формирование на поверхности вентильных металлов оксидной пленки определенной толщины, при повышении напряжения наблюдаются электрические пробои в виде искрения. Постепенно, с ростом U, пробои становятся все более мощными и переходят в дуговые электрические разряды.
В гальваностатическом режиме (при постоянной плотности тока), в зависимости изменения напряжения от времени формирования можно выделить несколько характерных участков, характеризующихся различными dU/dt (формовочная кривая) рисунке 1.
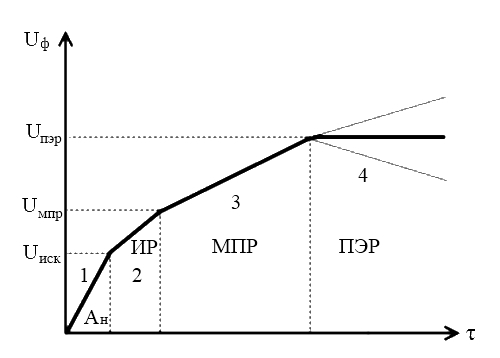
Рисунок 1 – Полная формовочная кривая напряжения при ПЭО [29]
1 – доискровое анодирование (Ан), 2 – искровой разряд (ИР), 3 – плазменные микроразряды, 4 – плазменно-электролитический разряд (ПЭР).
Согласно [30], происходящие в областях 2–3 процессы можно рассматривать как совокупность различных явлений. Общий признак этих явлений - наличие высокотемпературных химических превращений в около пробойных зонах и транспорта вещества в плазме электрического разряда. Они включают: электролиз; транспорт вещества электролита (или суспензии) в электрический разряд из раствора; высокотемпературные химические реакции в электрическом разряде и близлежащих зонах с участием или без участия вещества электродов, что приводит к выделению на их поверхности твердых и/или газообразных продуктов [30]. Кроме того, при ПЭО заметную роль играют диффузионные, термические, плазмохимические и электрофизические процессы, причем отличающиеся на разных стадиях процесса. Процесс ПЭО, обладающий достаточно сложным механизмом, можно условно разбить на несколько стадий, протекающих последовательно и/или параллельно [29]:
1 стадия – химическое взаимодействие материала основы и формирующегося покрытия с электролитом;
2 стадия – электрохимические процессы, происходящие до и после зажигания электрического разряда на участках обрабатываемой поверхности, где разряда в данный момент нет (анодирование в водных растворах электролитов, электролиз);
3 стадия – собственно плазменное электролитическое оксидирование, включающее этапы люминесценции и искрения, микроплазменных разрядов;
4 стадия – переход плазменные микроразряды в ПЭР после формирования ПЭО-покрытия определенной толщины.
На стадии обычного анодирования электролит взаимодействует с естественной оксидной пленкой, образующейся при контакте металла с атмосферой, в ходе которого протекают процессы анодирования в водных растворах электролитов, сопровождающихся гальванолюминесценцией, ростом толщины пленки, в первую очередь, барьерного слоя. Согласно физико-геометрическим представлениям барьерный слой образуется срастанием линзообразных микроячеек. На этой стадии характерен резкий подъем напряжения на формовочных кривых (участок 1рис.1), соответствующий росту электросопротивления пленки и уменьшению свободной металлической поверхности.
При определенной толщине пленки (для алюминия 0,5 – 1 мкм) возникают искровые разряды с одновременным протеканием двух процессов: электрохимического окисления металла и разрыхления искрами формирующегося покрытия. Напряжение, при котором начинается искрение в электролите, зависит от состава покрываемого материала и электролита и по различным данным составляет от 40 до 80 В. При малой толщине модифицированного слоя из-за большого теплоотвода наблюдается только искровой разряд, который при росте толщины пленки (для алюминия ~2 мкм) переходит в плазменные микроразряды, а при больших толщинах трансформируется в ПЭР (рис.2) [20].

Рисунок 2 – Фотографии, иллюстрирующие характер изменения микро-разрядов на обрабатываемой поверхности во время процесса ПЭО [20]
На (рис.2) показаны слева направо: люминесценция, искрение, микроплазменные и плазменно-электролитические разряды.
С точки зрения формирования ПЭО-покрытий, наиболее интересна широкая по времени область существования плазменных микроразрядов, внешний вид которых на реальной обрабатываемой детали представлен на (рис.3).
Полагают, что необходимым условием возникновения электрического разряда в электролите является наличие газовой или парогазовой прослойки между электролитом и металлом основы [30]. Согласно [30] по всей видимости, разряд при ПЭО является газовым и возникает в результате электрического пробоя парогазовых «пробок», образующихся в микропорах растущего на барьерном слое пористого оксидного слоя. Эти пробки образуются при электролизных процессах разряда ионов H+ и/или OH– и вскипания электролита в поровых каналах.

Рисунок 3 – Картина ИР, горящих на обрабатываемой детали
Таким образом, основные гетерогенные реакции идут между ионизированным газом – плазмой, с одной стороны, и материалом стенок и дна микропор, а также электролитом, с другой стороны. В самом электрическом разряде действуют закономерности, характерные для анодирования в газовой плазме и плазменно - электролитического анодирования.
Подъем напряжения на формовочных кривых резко замедляется (участок 3, рис.1), но именно он, согласно пропорциональной зависимости Пашена (1) для «незатрудненного» разряда коррелирует с истинным ростом толщины пленки и соответственным увеличением длины порового канала, определяющими межэлектродный промежуток [19].
 , (1)
, (1)
где Uзаж – напряжение зажигания самостоятельного заряда,
p – давление газа,
d – межэлектродное расстояние.
В пользу газоразрядных представлений, а не концепции пробоя формирующегося оксида – твердого диэлектрика, говорят следующие факты:
– при росте толщины пленки более, чем на 2 порядка (с 2 до 300 мкм) амплитудное напряжение на формовочных кривых увеличивается всего в 1,5–2 раза (с 400 до 700 В). Это объясняется тем, что падение напряжения в положительном столбе тлеющего разряда незначительно по сравнению с катодным падением потенциала;
– при угасании разряда в процессе ПЭО ток возрастает, а падение напряжения на электродах, вместе с сопротивлением формирующейся пленки, падает, поскольку разрядные каналы в микропорах заполняются электролитом.
– напряжение пробоя сформированных пленок в несколько раз напряжения их формовки.
Таким образом, представление о ведущей роли газоразрядных процессов в микропорах формирующегося покрытия является весьма важным для понимания механизма ПЭО, хотя расчеты показывают, что доля занятых разрядом пор весьма мала [20].
Согласно различным данным [20], значения некоторых характеристик единичных микроразрядов при ПЭО могут находится в диапазонах:
температура в области разряда – 2000÷8000 К;
ток – 1÷70 мА;
время жизни – 10÷170 мкс;
мощность – 0,2÷1 Вт;
плотность разрядов – ~105 см-2;
плотность тока – 1÷28 кА/см2;
рассеиваемая энергия – ~3-10-3 Дж.