Устройство и кинематика фрезерного станка
Делительное движение — это движение, при котором осуществляется поворот заготовки на требуемый угол или линейное перемещение заготовки относительно инструмента на определенную величину.
Движение обката — это согласованное движение между инструментом и заготовкой, имеющее при формообразовании необходимое последовательное положение. Это движение используется преимущественно при нарезании зубчатых колес методом обката на зубофрезерных или зубодолбежных станках.
Дифференциальное движение алгебраически добавляется к какому-либо движению инструмента или заготовки. Для суммирования движений применяют дифференциальные механизмы. Дифференциальные движения применяют в затыловочных, зубофрезерных и других станках.
Вспомогательные движения — способствуют осуществлению процесса резания, но не участвуют в нём непосредственно. Виды вспомогательных движений:
— наладка станка;
— задача режимов резания;
— установка ограничителей хода в соответствии с размерами и конфигурациями заготовок;
— управление станком в процессе работы;
— установка заготовки, снятие готовой детали;
— установка и смена инструмента и прочие.
Вспомогательные движения осуществляются вручную, либо от специальных приводов.
3. Устройство и кинематика токарно-винторезного станка
Токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
Основными узлами станка являются:
§ станина, на которой монтируются все механизмы станка;
§ передняя (шпиндельная) бабка, в которой размещаются коробка скоростей, шпиндель и другие элементы;
§ коробка подач, передающая с необходимым соотношением движение от шпинделя к суппорту (с помощью ходового винта при нарезании резьбы или ходового валика при обработке других поверхностей);
§ фартук, в котором преобразуется вращение винта или валика в поступательное движение суппорта с инструментом;
§ в пиноли задней бабки может быть установлен центр для поддержки обрабатываемой детали или стержневой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в детали, закрепленной в патроне;
§ суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи.
Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка. Основными параметрами станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта. Токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
4. Определение основных частей токарного станка
Состоит из станины, установленной на тумбах, передней бабки, суппорта с резцедержателем и фартуком, задней бабки.
Станина – основание для основных узлов станка. По направляющим станины перемещается каретка суппорта и задняя бабка. Передняя бабка имеет шпиндель, на конце которого закреплен патрон для установки обрабатываемой заготовки.
Суппорт – узел станка, предназначен для крепления резцов в резуссодержателе и перемещении их в продольном(продольный и верхний суппорт), поперечном (поперечный суппорт) и угловом направлениях. Также предназначен для крепления инструмента или заготовки и сообщения им движения подачи.
Шпиндель вращается от двигателя через коробку скоростей. Суппорт может перемещаться от коробки подач, связанной с двигателем станка. Коробка подач обеспечивает необходимую подачу и шаг нарезаемой резьбы. При нарезании резьбы от коробки подач движение на суппорт передается через ходовой винт.
При реализации продольной и поперечной подач от коробки подач движение на суппорт поступает через ходовой вал.
Задняя бабка служит для поддержания свободного конца длинных заготовок. Состоит из 3-х частей: корпуса, плиты, пиноли. В коническое отверстие пиноли устанавливается центр или инструмент (сверло, зенкер).
Корпус задней бабки можно смещать в поперечном направлении относительно плиты при обработке конических поверхностей.
Фартук суппорта – узел, на котором сверху расположен суппорт, а в нутрии механизм, преобразующий вращательное движение ходового винта или вала в поступательное движение суппорта.
Пиноль – гильза, для закрепления режущего инструмента или поддержания заготовки.
Шпиндель – пустотелый вращающийся вал, служащий для закрепления заготовок, приспособлений или инструмента.
Патрон – приспособление для удержания заготовок или инструмента.
На токарно – винторезном станке используются:
3-х кулачковый патрон – служит для синхронного зажима или разжима 3-мя кулачками. Называется самоцентрирующим и предназначен для заготовок типо тел вращения
4-х кулачковый патрон – не является самоцентрирующим и служит для закрепления несимметричных заготовок
Виды токарных резцов
- по виду обработки:
Проходные: прямые и отогнутые – обтачивают наружные цилиндрические и конические поверхности. Отогнутыми резцами возможна обработка не только цилиндрических, но и торцовых поверхностей с поперечной подачей (a<90)
Упорные – обтачивают ступенчатые валики, а также обрабатывают нежесткие детали. (а=90)
Подрезные – обрабатывают торцовые поверхности, перпендикулярные оси вращения детали. Эти резцы работают с поперечной подачей (подрезают торец).
Прорезные – предназначены для получения канавок различных сечений.
Отрезные – отрезают заготовки или обработанные из прутка детали без бобышек.
Расточные – растачивают внутренние цилиндрические и конические поверхности (получение сквозных и глухих отверстий меньшего диаметра)
Резьбонарезные – нарезают наружные и внутренние резьбы.
Фассоные – предназначены для обработки деталей сложного профиля.
- по характеру обработки:
Черновые – предназначены для снятия основной части припуска на обработку.
Чистовые – для точения, осуществляемого после чернового точения и предшествующего отделочной обработке
Для тонкого точения – предназначены для точения с малыми подачами и глубинами резания
- по направлению подачи:
Правые – работают с движением подачи, направленным справа налево, т.е. к шпинделю станка
Левые – имеют направление движения подачи от шпинделя станка
- по установке относительно детали:
Радиальные – резцы, ось которых перпендикулярна к оси вращения детали
Тангенциальные – это резцы, ось которых касательно к оси вращения детали
- по конструкции:
Цельные – резцы, стержни которых выполнены заодно с режущей частью
Сборные – резцы, состоящие кроме стержня и головки, из ряда конструкционных элементов (устройство для механического крепления стружколомающее устройство)
Составные – резцы с неразъемным соединением его частей. При этом режущую часть изготовляют из инструментального материала, а крепежную часть – из конструкционной стали.
- по сечению корпуса :
Квадратные – резцы с соотношением размеров сечения стержня Н*В из следующего ряда: 8*8, 10*10….40*40
Прямоугольные – прямоугольная форма сечения принята с соотношением сторон Н:В=1,6, для получистовой и чистовой обработки и Н:В=1,25-для черновой обработки
Круглые – резцы обычно расточные с диаметром стержня от 10 до 40 мм
-по материалу рабочей части:
Из быстрорежущей стали – могут быть цельными или составными с приваренной встык рабочей частью или приваренной пластиной из быстрорежущей стали
Из твердого сплава – твердосплавные резцы могут быть цельными, составными – с припаянными или приваренными пластинами из твердого сплава и сборными со сменными многогранными пластинами
С режущими элементами из сверхтвердых инструментальных материалов – в качестве режущих элементов используют природные или синтетические алмазы и композиты массой до 1-3 карат.
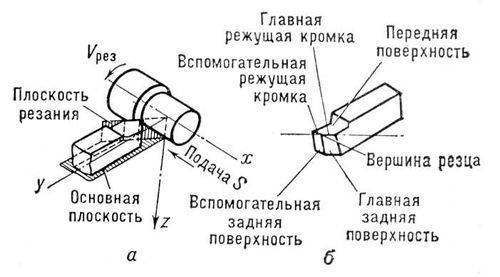
Резец состоит из головки и стержня, служащего для закрепления резца
На рабочей части резца различают следующие поверхности:
Переднюю поверхность – поверхность, по которой сходит стружка
Главную заднюю поверхность, обращенную к поверхности резания
Вспомогательную заднюю поверхность, обращенную к обработанной поверхности
Следующие линии:
Главную режущую кромку, образующуюся пересечением двух поверхностей – передней и главной задней. Она выполняет основную работу резания
Вспомогательную режущую кромку, образующуюся пересечением передней и вспомогательной задней поверхностей
И точку – вершину резца – место сопряжения главной и вспомогательной режущих кромок. Взаимное расположение указанных поверхностей и кромок в значительной степени влияет на
процесс резания и определяется при помощи углов, называемых углами резца.
Поверхности заготовки и координаты плоскости резца
На обрабатываемой заготовке различают:
Обрабатываемую поверхность, с которой срезается слой материала, называемый припуском на обработку
Обработанную поверхность, полученную после снятия стружки
Поверхность резания, образуемую на заготовке непосредственно главной режущей кромкой резца
Для определения углов установлены координаты плоскости: основная, резания. Главная и вспомогательная секущая.
Основной называется плоскость, параллельная продольной и поперечной подачам.
Плоскостью резания называется плоскость, проходящая через главную режущую кромку перпендикулярно основной плоскости.
Главная секущая плоскость проводится перпендикулярно проекции главной режущей кромки на основную плоскость
Вспомогательная секущая плоскость проводится перпендикулярно проекции вспомогательной режущей кромки на основную плоскость
6.Геометрия токарного резца
Углы резца
Главные углы измеряются в главной секущей плоскости:
- передний угол – угол между передней поверхностью резца и основной плоскостью
– главный задний угол – угол между главной задней поверхностью резца и плоскостью резания.
- угол резания – =90-
– угол заострения - =90- (+ )
Во вспомогательной секущей плоскости измеряют 1 вспомогательный задний угол – угол между вспомогательной задней поверхностью и плоскостью, проходящей через вспомогательную режущую кромку перпендикулярно основной плоскости.
В основной плоскости измеряют:
– главный угол в плане – угол между проекцией главной режущей кромки на основную плоскость и направлением движения подачи
1 – вспомогательный угол в плане – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением движения подачи.
 Производным от перечисленных углов в плане является угол при вершине резца – =180- (+ 1)
Производным от перечисленных углов в плане является угол при вершине резца – =180- (+ 1)
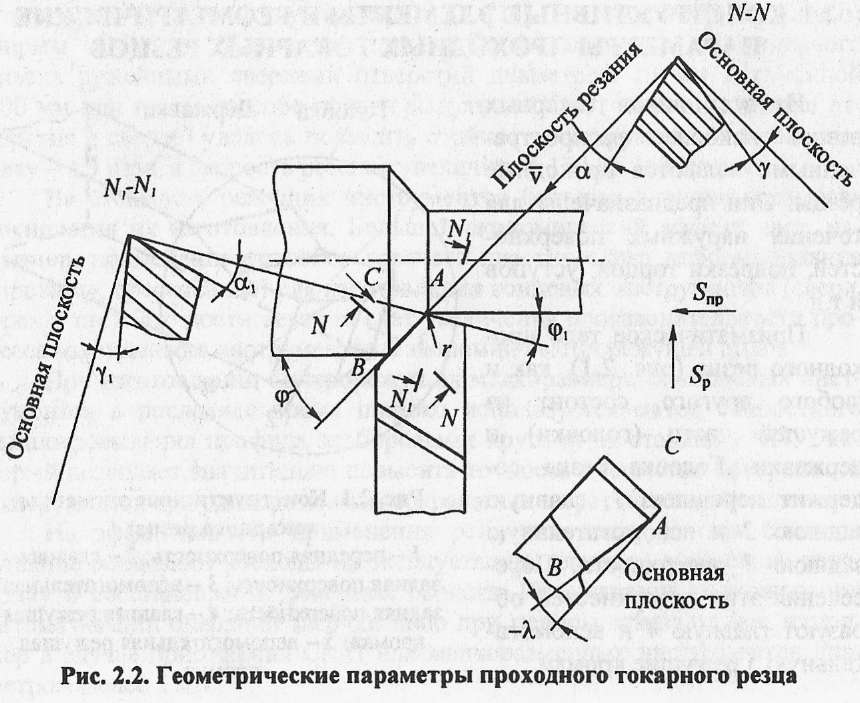
В плоскости резания определяется – угол наклона главной режущей кромки – угол между главной режущей кромкой и линией, проведенной через вершину резца параллельно основной плоскости.
Наиболее существенно на процесс резания влияет передний угол. При положительных углах резец имеет угол резания , при этом облегчается врезание резца в металл, уменьшается пластическая деформация срезаемого слоя, облегчается сход стружки. При отрицательных углах угол резания становится тупым, при этом увеличивается пластическая деформация металла, возрастает прочность резца. При обработке серых чугунов и других хрупких материалов =0…..(-10).
При обработке углеродистых сталей передний угол составляет =0….10. при обработке легких металлов и сплавов = 15…30
Задние углы (=1) служат для уменьшения трения между задними поверхностями и обработанной поверхностью.
При обработке заготовок малой жесткости =60…90.
Значение угла оказывает влияние на направление перемещения срезаемой стружки по передней поверхности инструмента. При черновой обработке =15…20, но при чистовой обработке для предотвращения царапания стружкой обработанной поверхности - отрицательный.
Устройство и кинематика фрезерного станка
- станок для обработки фрезами различных поверхностных заготовок при их заданном перемещении.
Станок состоит из станины, консоли, который несет на себе каретку со столом, коробки скоростей со шпинделем, коробки подач и органов управления.
Станина - устанавливается на основании станка, служит для крепления всех узлов и механизмов станка. Внутри станины расположена коробка скоростей, шпиндель, механизм передачи движения к коробке подач. На наружных поверхностях станины находятся консоль, стол, хобот. На передней стенке станины имеются вертикальные направляющие для консоли. На верху – горизонтальные направляющие для хобота.
Хобот имеется у горизонтальных и у универсальных станков. Служит для установки и подержания фрезерной оправки.
Консоль – представляет собой жесткую, чугунную отливку, установленную на вертикальных направляющих станины. Снизу она поддерживается стойкой, в которых вставлен телескопический винт для подъема и опускания консоли. На консоли имеются горизонтальные направляющие для салазок.
Салазки – промежуточное звено м/д консолью и столом станка. Стол перемещается в продольном направлении по направлению салазок.
Стол имеет Т-образные пазы для закрепления заготовок на столе. На столе закрепляют заготовки тисками.
Перемещения стола, салазок, консолей сообщают заготовке продольную, поперечную, вертикальную подачи по отношению к фрезе, установленной на шпинделе.
Шпиндель получает вращательное движение от коробки скоростей и служит для вращения режущего инструмента
Передний конец шпинделя имеет внутренний конус, в который вставляется фрезерная оправка с фрезой или непосредственно хвостовик торцовой фрезы.
Коробка скоростей предназначена для передачи вращения от электродвигателя шпинделю станка.
Коробка подач – служит для изменения подач стола в продольном, поперечном и вертикальном направлениях.
Консольно –фрезерные станки - имеют отдельные электродвигатели для привода коробки скоростей и коробки подач.
Хобот с серьгами – служит для поддержания оправки, закрепленной на ней фрезой.
Для установки в шпиндель станка оправки с фрезой серьгу снимают с направляющих хобота.
Инструменты – фрезы.