ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С РАЗЛИЧНЫМИ ВИДАМИ ВЗРЫВОЗАЩИТЫ
Требования к электрооборудованию всех видов
6.1 Взрывозащищенное электрооборудование должно отвечать требованиям настоящего стандарта (кроме скорректированных в стандартах на взрывозащиту конкретных видов) и стандартов на взрывозащиту видов, перечисленных в разделе 1.
Примечание - Если электрооборудование должно выдерживать особо неблагоприятные условия эксплуатации (например, повышенное воздействие влажности, колебания окружающей температуры, воздействие химических агентов, коррозия), эти условия должны сообщаться потребителем изготовителю.
6.2 Оболочки, которые могут быть открыты быстрее, чем требуется время, необходимое:
a) для разряда встроенных конденсаторов напряжением 200 В и выше до значения остаточной энергии:
0,2 мДж для электрооборудования группы I и подгруппы IIА;
0,06 мДж для электрооборудования подгруппы IIB;
0,02 мДж для электрооборудования подгруппы IIС, включая электрооборудование, промаркированное только как группа II,
или в два раза превышающей приведенные уровни энергии, если конденсаторы заряжены до напряжения менее 200 В;
b) для охлаждения встроенных в оболочку нагретых элементов до температуры их поверхностей более низкой, чем температурный класс электрооборудования, должны снабжаться предупредительной надписью: «Открывать через Y мин после отключения напряжения» (где Y - значение требуемой выдержки времени), или в качестве альтернативы должны иметь предупредительную надпись: «Открывать во взрывоопасной среде запрещается».
6.3 Оболочки изделий должны изготовляться из материалов:
- негорючих или трудногорючих, или стойких к действию пламени согласно ГОСТ 12.1.044. (Это требование не распространяется на стекла смотровых окон, светопропускающие элементы светильников, прокладки, заглушки и уплотнительные кольца вводных устройств, телефонные аппараты и оболочки переносных приборов с индивидуальным искробезопасным источником питания, оболочки стационарных приборов группы II с питанием от искробезопасной цепи);
- устойчивых к механическому и тепловому воздействию, обусловленному работой электрооборудования в нормальном режиме и нормальных условиях эксплуатации.
6.4 Заливочные массы и уплотнения должны сохранять защитные свойства во всем диапазоне температур, возникающих при нормальных условиях эксплуатации электрооборудования.
6.5 Электроизоляционные материалы, пути утечки и электрические зазоры электрооборудования группы I должны удовлетворять требованиям, предъявляемым к изоляции, путям утечки и электрическим зазорам рудничного электрооборудования.
РД 16.407-2000
ОСОБЕННОСТИ РЕМОНТА ЭЛЕКТРООБОРУДОВАНИЯ С РАЗЛИЧНЫМИ ВИДАМИ ВЗРЫВОЗАЩИТЫ
7.1. Особенности конструкций электрооборудования во взрывозащищенном исполнении.
7.1.1. К взрывозащищенному электрооборудованию всех трех уровней взрывозащиты относятся:
а) электрооборудование повышенной надежности против взрыва;
б) взрывобезопасное электрооборудование;
в) особовзрывобезопасное электрооборудование.
7.1.2. Наиболее распространенный вид взрывозащиты по всем уровням -«взрывонепроницаемая оболочка», которая создается в результате обеспечения высокой прочности корпуса и подшипниковых узлов, крепления деталей и узлов, с соблюдением регламентированных параметров взрывозащиты.
Взрывозащита электрооборудования этого вида обеспечивается за счет:
а) высокой механической прочности составных частей оболочки;
б) соблюдение параметров взрывонепроницаемых соединений оболочки;
в) уплотнения вводов проводов или кабеля эластичными уплотнительными кольцами или затвердевающей массой;
г) применения пружинных шайб и других специальных устройств для предупреждения самоотвинчивания деталей крепления оболочки или частей, токоведущих и заземляющих зажимов;
д) применение охранных колец или углублений для головок болтов и гаек, скрепляющих части оболочки, что обеспечивает невозможность разборки электрооборудования без помощи специального инструмента;
е) применения специальных зажимов заземления и блокировок;
ж) ограничения допустимой температуры нагрева наружных частей оболочки;
з) применения коррозионностойких смазок для покрытия взрывозащитных поверхностей, что обеспечивает длительную сохранность их от разрушения коррозией и, как следствие, сохранение взрывонепроницаемых соединений;
и) нормированных значений параметра шероховатости взрывозащитных поверхностей;
к) применение трекингостойких электроизоляционных материалов для электрооборудования группы I;
л) выполнение других требований, оговоренных в ремонтной и эксплуатационной документации на конкретное электрооборудование.
7.1.3. Детали и сборочные единицы взрывонепроницаемой оболочки независимо от их состояния (отремонтированные, не подвергавшиеся ремонту, вновь изготовленные, полученные по кооперации и т.п.) должны быть подвергнуты гидравлическим испытаниям.
Допускается не проводить эти испытания в том случае, если детали или сборочные единицы поступают на ремонтные предприятия как запасные части и имеют сопроводительную документацию, удостоверяющую их соответствие документации на изготовление электрооборудования или ремонтной документации.
Если за эксплуатацию электрооборудования и его ремонт отвечает одно и то же должностное лицо, то необходимость проведения гидравлических испытаний деталей и сборочных единиц, не подвергавшихся ремонту и не имеющих следов повреждений (вмятин, трещин, цветов побежалости и т.п.), определяет это лицо и оно же несет ответственность за взрывобезопасность электрооборудования после ремонта.
Допускается по усмотрению руководителя предприятия или должностного лица, ответственного за ремонт электрооборудования, не проводить гидравлические испытания деталей и сборочных единиц электрооборудования, не подвергавшихся ремонту и не имеющих следов повреждений, изготовленных из стали, в том числе методом сварки, с толщиной оболочки 6 мм и выше.
7.1.4. Гидравлические испытания проводятся по методике, приведенной в ГОСТ 22782.6 по нормам и схемам, указанным в ремонтной документации и РД 16.209-84 «Испытания гидравлические».
7.1.5. После гидравлических испытаний допускается производить дополнительную механическую обработку частей оболочки с сохранением нормируемых размеров деталей без последующих повторных гидроиспытаний.
7.1.6. Параметры взрывонепроницаемых соединений оболочек электрооборудования должны соответствовать ремонтной документации.
7.1.7. Шероховатость взрывозащитных поверхностей отдельных частей взрывонепроницаемой оболочки должна соответствовать ремонтным чертежам и должна быть не ниже указанной в таблице 1.
Таблица 1
| Неподвижные соединения | Подвижные соединения типа | |
| вал | втулка | |
| 6,3 мкм | 6,3 мкм | 6,3 мкм |
Примечание: Для доведения плоских и цилиндрических поверхностей пластмассовых деталей после их изготовления методом прямого прессования или литься до требуемых размеров, обеспечивающих взрывозащиту взрывонепроницаемой оболочки, допускается механическая обработка этих деталей.
7.1.8. Диаметр резьбы и материал крепежных элементов должны соответствовать ремонтной документации.
Допускается замена материала только материалом с повышенными, по сравнению с указанными в ремонтной документации, прочностными характеристиками (временное сопротивление на разрыв, предел текучести, относительное удлинение и т.п.) при полном сохранении чертежных размеров и форм.
7.1.9. Суммарная неплоскостность взрывозащитных поверхностей плоского взрывонепроницаемого соединения не должна превышать нормированной ширины взрывонепроницаемой щели.
7.1.10. Раковины, забоины, вмятины, ржавчина, чернота, наличие краски и другие дефекты на взрывозащитных поверхностях не допускаются.
7.1.11. Допускается на взрывозащитных поверхностях частей взрывонепроницаемой оболочки после их обработки наличие пор диаметром не более 1 мм, беспорядочно расположенных, числом не более 20 на 1 см2, из них не более 6 пор диаметров свыше 0,5 до 1 мм.
Незначительные по размерам пороки литья (раковины, чернота и т.п.), незначительные сварочные раковины, обнаруженные на взрывозащищенных поверхностях после окончательной обработки, а также следы механических повреждений (забоины, вмятины и т.п.) на этих поверхностях допускается устранять путем запайки мягкими припоями, медью или латунью - для стальных деталей; медью или латунью - для чугунных.
Устранение указанных дефектов может также осуществляться заделкой пластическими материалами.
Технические требования к материалам, исправляющим дефекты в соответствии с приложением 9.
7.1.12. При устранении дефектов в соответствии с п. 7.1.10 необходимо руководствоваться черт. 1, табл. 2 и следующими требованиями:
а) должна быть произведена разделка поверхностей дефектов до неповрежденного металла;
б) кратчайший неповрежденный путь между двумя любыми разделками должен быть не менее значений, приведенных в табл. 2;
в) поверхность разделанного литьевого дефекта, находящегося в зоне Вн, вписывается в окружность диаметром d, при этом если часть разделки выходит за пределы зоны Вн, то размеры этой части не нормируются;
г) проекция разделки следов механических повреждений, находящихся в зоне Вн, на размерную линию, по которой определяется длина Вн, должны быть не более размера d с глубиной разделки не более h (табл. 2), при этом, если часть разделки выходит за пределы зоны Вн, то размеры этой части не нормируются;
д) допускается заделка дефектов вокруг отверстия для винта или других деталей крепления в кольцевой зоне Н = аф - ан, т.е. в зоне превышения фактического взрывонепроницаемого пути от кромки отверстия до внутренней кромки оболочки (аф) или до ближайшей разделки над нормированным (ан) по действовавшей в период изготовления электрооборудования нормативно-технической документации;
е) в пределах зоны aн заделка дефектов не допускается;
ж) размеры и расположение разделок в зоне Н и на поверхности вне Вн не нормируются;
з) материал заделки должен иметь хорошую адгезию;
и) поверхность заделки должна быть расположена заподлицо с основной поверхностью и иметь тот же параметр шероховатости;
к) не допускаются местные забоины или выступы, увеличивающие зазор между сопрягающимися поверхностями.
7.1.13. Устранение дефектов, не удовлетворяющих требованиям пп. 7.1.10 - 7.1.11, а также устранение любых дефектов на взрывозащитных поверхностях с нормированной длиной взрывонепроницаемого соединения Вн = 5 мм должно производиться только путем заварки. Не допускается заливка дефектов свинцом.
7.1.14. Заделка любых повреждений в расточках втулок для валиков управления или валов электродвигателей не допускается Детали с такими повреждениями должны растачиваться с последующей установкой в процессе ремонта втулок. Поврежденные втулки подлежат замене.
7.1.15. Раковины в глухом или сквозном отверстии в стенке оболочки или на поверхности фланцев допускается исправлять рассверливанием или расточкой отверстия и запрессовкой в него глухой пробки или втулки по посадке Н8/u8 (черт. 2).
Толщина втулок или пробок в каждом отдельном случае выбирается в зависимости от конструкции оболочки.
Для особо нагруженных болтов пробки должны устанавливаться по резьбе.
Пробки и втулки должны завариваться с одного или двух торцов. После сварки необходимо произвести обработку взрывозащитных поверхностей с соблюдением требуемой шероховатости.
7.1.16. Если исправления по пп. 7.1.12, 7.1.14 были произведены после испытаний деталей взрывонепроницаемой оболочки электрооборудования в соответствии с пп. 7.1.2 и 7.1.3 настоящих РД, то необходимо такие детали вновь подвергнуть испытаниям.
Детали взрывонепроницаемой оболочки, исправленные в соответствии с пп. 7.1.10 и 7.1.11 после испытаний по пп. 7.1.2 и 7.1.3 повторным испытаниям не подвергаются.
7.1.17. Втулки, устанавливаемые на вал или в подшипниковый щит, могут изготовляться из чугуна, меди, бронзы, латуни с запрессовкой по посадке Н8/u8.
Крепление втулки осуществляется либо ее развальцовкой с обеих сторон, либо упорным буртом и развальцовкой другой стороны втулки (черт. 3), либо винтом (черт. 4).
Упорный бурт или винты должны располагаться, как правило, с внутренней стороны взрывонепроницаемой оболочки.
7.1.18. Ремонт взрывозащитных поверхностей взрывонепроницаемой оболочки может осуществляться методом гальванического осталивания или другими методами, обеспечивающими прочность и надежность восстановленных взрывозащитных поверхностей.
В каждом случае ремонтное предприятие должно гарантировать надежность принятого метода восстановления взрывозащитных поверхностей в течение срока эксплуатации изделия до очередного ремонта.
Рекомендуется, при необходимости, технологический процесс заделки дефектов согласовывать с предприятием (организацией), головной по данному виду технологического процесса.
Таблица 2
| Параметры | Длина взрывонепроницаемого сопряжения (щели), мм | ||
| 15 и 12,5 | |||
| Допустимая по действовавшей в период изготовления электрооборудования нормативно-технической документации длина щели между поверхностями прилегания от кромки отверстий под болт до кромки оболочки, ан, мм, не менее | 9,0 | 8,0 | 5,0 |
| Диаметр окружности, описанной вокруг разделки, для литьевого порока или проекция разделки на линию, по которой определяется Вн, d, мм, не более | 5,0 | 3,0 | 2,0 |
| Кратчайший путь по неповрежденной поверхности между разделками (в пределах Вн), l, мм, не менее | 9,0 | 8,0 | 5,0 |
| Ширина разделки при механическом повреждении, b, мм, не более | 2,0 | 1,5 | 1,0 |
| Глубина разделки при механическом повреждении, h, мм, не более | 4,0 | 3,0 | 2,0 |
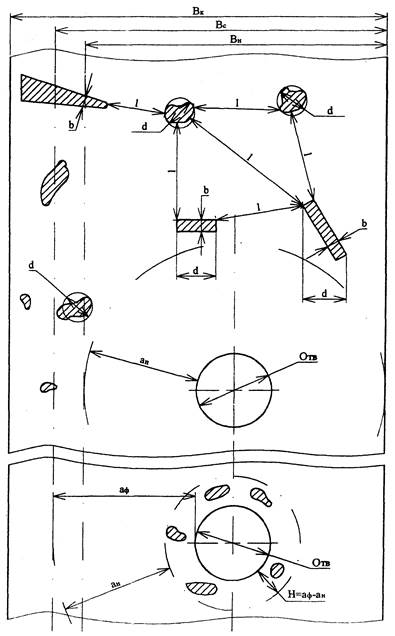
Вк - конструктивный размер части взрывонепроницаемого сопряжения (щели);
Вс - фактическая длина взрывонепроницаемого сопряжения (щели);
Вн - длина взрывонепроницаемого сопряжения (щели) по действовавшей в период изготовления электрооборудования нормативно-технической документации;
Черт. 1
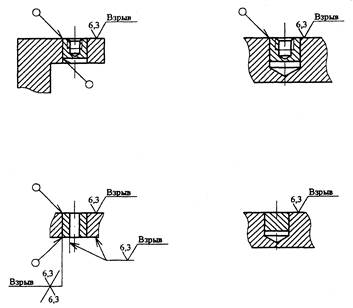
Сварка по ГОСТ 5264
Посадка втулок Н8/u8
Черт. 2