МАКРО- И МИКРОСТРУКТУРА ЛИТОЙ СТАЛИ
ЛАБОРАТОРНАЯ РАБОТА №3
ТЕМА: «ИЗУЧЕНИЕ МИКРОСТРУКТУРЫ УГЛЕРОДИСТЫХ
СТАЛЕЙ ПОД МИКРОСКОПОМ»
ЦЕЛЬ РАБОТЫ
1 Ознакомиться с особенностями макро- и микроструктуры литой стали.
2 Уяснить связь структуры горячедеформированной стали со структурой литой стали.
3 Ознакомиться со способом оценки загрязненности стали неметаллическим
включениями.
Основные теоретические сведения
Макроструктуройтела называют его внутреннее строение, особенности которого различимы невооруженным глазом либо с помощью лупы. Макроструктуру изучают на специально подготовленном образце (макрошлифе), поверхность которого выровнена путем фрезерования и шлифования. На нетравленом макрошлифе можно наблюдать усадочные раковины, газовые пузыри, трещины. Травление макрошлифа создает на его поверхности рельеф, поскольку участки, имеющие разный состав из-за ликвации, растворяются в реактив с неодинаковой скоростью. После травления на макрошлифе выявляются: первичная зеренная структура (так называется структура, образовавшаяся при затвердевании сплава); дендритное строение крупных зерен; зоны, обогащенные примесями. В некоторых случаях распределение какой-либо примеси выявляют с помощью отпечатков с поверхности макрошлифа. Так поступают, например, при изучении распределения серы в стали (метод Бауманна).
Анализ макроструктуры позволяет получить сведения о строении изделия в целом. Такой анализ широко используют в заводской практике как способ контроля качества металла и в научных исследованиях. По макроструктуре можно в известной степени восстановить технологическую предысторию изделия. Изучая макроструктуру, осуществляют выбор участков образца для последующего исследования его микроструктуры.В настоящей лабораторной работе, в отличие от предыдущих, особое внимание обращено на роль примесей, которые всегда имеются в материале технической чистоты. Зональная и дендритная ликвации приводят, как известно, к неоднородному распределению примесей. Последнее, в свою очередь, создает неоднородность микроструктуры изделий и ухудшает их механические свойства.
МАКРО- И МИКРОСТРУКТУРА ЛИТОЙ СТАЛИ
Макроструктуралитой стали в принципе не отличается от макро-структуры любого другого сплава в литом состоянии, В настоящей работе обращено внимание на особенности структуры, свойственные стали.
По характеру затвердевания металла в изложнице различают спокойную, полуспокойную и кипящую стали.Макроструктура слитка спокойной (хорошо раскисленной) стали показана на рисунке 1, а. Для слитка такой стали характерна концентрированная усадочная раковина,которая расположена в верхней (головной) части слитка; перед пластической деформацией слитка эта часть обрезается. Кипящая сталь раскислена недостаточно, и поэтому при заливке металла в изложницу из него интенсивно выделяется СО, что и вызывает кипение. При затвердевании кипящей стали часть газовых пузырей остается в слитке.
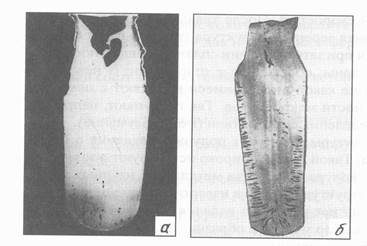
а – спокойная сталь; б – кипящая сталь
Рисунок 1 – Макроструктура продольного сечения стального слитка. х 0,5:
Во-первых, это вытянутые пузыри между первичными кристаллами в столбчатой зоне слитка; их называют подкорковымиили «сотовыми» пузырями(рисунок 1, б).
Во-вторых, это – равноосные «вторичные» пузыри, располагающиеся в центральной зоне слитка(рисунок. 1, б). Концентрированной усадочной раковины в слитках кипящей стали нет: усадочные полости совмещены с газовыми пузырями. Слиток полуспокойной стали по своему строению близок к слитку кипящей стали, но в верхней части имеет небольшие рассредоточенные усадочные раковины.
Газовые пузыри сами по себе не ухудшают качество слитка, если их стенки не окислены (т.е. пузырь не сообщается с атмосферой), так как при последующей пластической деформации слитка изолированные пузыри завариваются. Газовые пузыри появляются не только вследствие выделения СО при раскислении стали, но и вследствие уменьшения растворимости газов в металле при его переходе из жидкого в твердое состояние. Уменьшение газонасыщенности расплава достигается разливкой в вакууме или продуванием жидкого металла в разливочном ковше инертным газом.
Для слитков и крупных отливок характерна химическая неоднородность (ликвация). Макроскопическая ликвация проявляется в следующем: фосфор, сера и углерод обогащают ту часть слитка (отливки), где затвердевание происходит позднее всего. Для спокойной стали это – головная часть слитка. В слитке полуспокойной стали макроскопическая ликвация выражена слабее, чем в спокойной и кипящей. Эта ликвация усиливается с увеличением времени застывания металла и расширением температурного интервала кристаллизации. В соответствии со сказанным слитки малого сечения, разлитые в изложницы либо полученные в водоохлаждаемых кристаллизаторах (на машинах непрерывного литья заготовок), обладают уменьшенной зональной ликвацией. Зональная ликвация,как правило, вредна, так как приводит к различию свойств металла в разных частях слитка или отливки.
Для первичной микроструктурылитой углеродистой стали характерны: присутствие неметаллических включений, крупное зерно аустенита и неоднородность состава зерен аустенита вследствие дендритной ликвации фосфора и углерода.
Неметаллическими включенияминазывают выделения фаз, образованные неметаллическими примесями стали при ее затвердевании: сульфиды, оксиды, силикаты и др. В зависимости от своего состава неметаллические включения образуются как в начале, так и в конце процесса затвердевания жидкого металла. Включения с низкой температурой затвердевания всегда располагаются между первичными зернами аустенита. Однако в этих же участках (между первичными зернами) часто встречаются и тугоплавкие включения.По-видимому, они оттесняются растущими дендритами металлической фазы и скапливаются там, где кристаллизуются последние порции расплава.
С помощью светового микроскопа различимы неметаллические включения размером более 1–2 мкм. Наблюдают неметаллические включения на тщательно отполированных микрошлифах.
Сульфидыв литой стали присутствуют обычно в виде соединения (Мn, Fe)S, выделения которого при увеличенном количестве марганца окрашены в серо-голубой цвет. При высоких содержаниях марганца в стали (Мn : S> 10:1) сульфиды выделяются из расплава до начала кристаллизации твердого раствора и поэтому располагаются в литой стали беспорядочно. При недостаточном количестве марганца в стали сульфиды образуют с FeО эвтектику, которая затвердевает при ~950°С и располагается поэтому между первичными кристаллами аустенита (рисунок 6.2, а). Если такой металл нагревать под горячую прокатку (температура нагрева 1200°С), эта эвтектика плавится, что вызывает разрушение металла во время деформации (красноломкость металла).Сульфиды марганца (при Мn : S 10), напротив, пластичны и легко деформируются.
Оксидыобразуются при раскислении стали еще в жидком металле, и имеют поэтому шаровидную форму (рисунок 2, б). При этом FeО встречается только в недостаточно раскисленной стали. Обычно наблюдаются оксиды кремния (SiО2), марганца (МnО), алюминия (Аl2О3) и их соединения – силикаты (соединения с другими оксидами) или шпинели (соединения с Аl2О3).
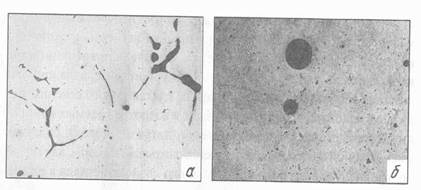
а – сталь 45; б – опытный образец стали с 0,2%С
Рисунок 2 – Неметаллические включения в литой стали; нетравленые шлифы. х200
Силикаты– наиболее часто встречающиеся в стали неметаллические включения, Они имеют сложный состав и обычно содержат фаялит (2FeОSiО2) и силикат марганца (2МnОSiО2). Силикаты, содержащие фаялит, имеют темно-серый цвет. Из-за своей аморфной (стеклообразной) структуры они прозрачны при наблюдении в темном поле. Силикаты железа и марганца довольно пластичны, остальные — хрупки.
Шпинелиимеют высокую температуру кристаллизации и выделяются в жидкой стали в виде ограненных кристаллов, В зависимости от состава шпинели меняют свою окраску.
Тип неметаллических включений определяют обычно по их расположению, форме, окраске, прозрачности в светлом и темном поле и оптической анизотропии при освещении поляризованным светом. Современные методы локального анализа с применением электронного зонда позволяют быстро определять состав отдельных включений размером до ~1 мкм.
Микроскопическая ликвация аустенита проявляется в обогащении растворенным фосфором приграничных зон дендритов аустенита. Фосфор имеет очень низкую диффузионную подвижность, и поэтому за время охлаждения аустенита после затвердевания состав твердого раствора по сечению зерна не выравнивается. Углерод, растворенный в аустените, так же как и фосфор, должен был бы обогащать приграничные зоны зерен аустенита. Однако фосфор, растворенный в аустените, повышает активность углерода. Поэтому в присутствии растворенного фосфора углерод перераспределяется в твердом растворе и обогащает центральные части дендритов аустенита. Вследствие неоднородности состава первичного аустенита вторичная структура, образующаяся в результате фазовых превращений в твердом состоянии, также оказывается неоднородной. В центральных частях дендритов из-за обогащения их углеродом образуется больше перлита, чем в периферийных. Это приводит к образованию вторичной структуры стали, отражающей характерное дендритное строение первичного аустенита: ферритные зерна, располагающиеся на месте межосных пространств дендритов аустенита, образуют сетку, в ячейках которой находятся участки перлита (рисунок 3). При пониженном содержании фосфора и правильно выбранной термической обработке такая структура устраняется. Большой размер зерна первичного аустенита (характерный для слитков и крупных отливок) приводит к появлению еще одной аномалии во вторичной микроструктуре углеродистой стали – образованию видманштеттовой структуры (рисунок 4). Эта структура характеризуется пластинчатыми образованиями доэвтектоидного феррита или игольчатыми – вторичного цементита, ориентированно располагающимися на темном фоне перлита. Возникновение видманштеттовой структуры связано с тем, что, например, в доэвтектоидной стали избыточный феррит выделяется не только на границах, но и внутри крупных зерен аустенита. Кристаллы избыточного феррита, возникшие внутри аустенитного зерна, приобретают пластинчатую форму, причем пластины лежат вдоль плоскостей решетки аустенита. Помимо большого размера зерна аустенита, образованию видманштеттовой структуры способствует ускоренное охлаждение стали от высоких температур. Сталь с видманштеттовой структурой обладает повышенной хрупкостью. Для устранения такой структуры применяют термическую обработку.

Рисунок 3 – Микроструктура отливки из стали 35. х150

Рисунок 4 – Видманштеттова структура в отливке из стали 35. х200
МАКРО- И МИКРОСТРУКТУРА ГОРЯЧЕДЕФОРМИРО-ВАННОЙ СТАЛИ
Для получения изделий или полуфабрикатов стальные слитки и литые заготовки подвергают горячей деформации. Углеродистые стали деформируют вгорячую чаще всего в аустенитном состоянии, прекращая деформацию при 850–900 °С. При горячей деформации завариваются неокисленные газовые пузыри и другие несплошности, благодаря чему заготовка становится более плотной. Однако зональная и даже дендритная ликвации не устраняются ни нагревом под: деформацию, ни горячей деформацией. Из-за этого горячедеформированный металл «наследует» особенности макро- и микроструктуры литого металла, связанные с неоднородностью его химического состава.
Макроструктура стали, подвергнутой горячей деформации, характеризуется волокнистым строением (рисунок 5). Оно выявляется при травлении макрошлифа и обусловлено неоднородным распределением неметаллических включений и растворенных примесей. Во время горячей деформации первичные зерна аустенита вытягиваются вдоль направления течения металла. Из-за этого неметаллические включения, расположенные на границах этих зерен, вытягиваются в том же направлении, сохраняя свою сплошность, если включения пластичны (рисунок 6), либо образуя цепочки, если включения недеформируемы (рисунок 7). В связи с тем, что первичные аустенитные зерна изменяют свою форму, в результате горячей деформации ориентируются в направлении течения металла и приграничные зоны, обогащенные растворенным фосфором.
Несмотря на то, что деформированные зерна аустенита во время горячей деформации испытывают рекристаллизацию, в металле сохраняется преимущественная ориентация неметаллических включений и участков, обогащенных фосфором (из-за его низкой диффузионной подвижности). Поэтому при травлении макрошлифа участки, где располагались границы деформированных первичных зерен аустенита, а также где остались неметаллические включения и области обогащения фосфором, травятся сильнее по сравнению с центральными частями зерен деформированного аустенита. Благодаря этому на макрошлифе выявляется волокнистая структура.

Рисунок 5 – Макроструктура горячедеформированной стали. х0,5

Рисунок 6 – Вытянутые неметаллические включения в деформированной стали; нетравленый шлиф. х100
Из сказанного следует, что при уменьшении загрязненности стали неметаллическими включениями и фосфором волокнистость макроструктуры будет ослабляться. Механические свойства горячедеформированной стали вдоль и поперек волокна существенно различаются. Эта анизотропия свойств ослабляется с уменьшением содержания примесей в стали.
Для вторичной микроструктурыгорячедеформированной углеродистой стали характерны: строчечноерасположение неметаллических включений (рисунки 6 и 7) и полосчатоерасположение доэвтектоидного феррита и перлита (полосчатая структура,рисунок 8).
Образование полосчатой структуры обусловлено уже упоминавшейся неоднородностью распределения фосфора в аустените. В участках аустенита, обогащенных фосфором, которые вытянуты в направлении течения металла при горячей деформации и в которых уменьшено содержание растворенного углерода, формируются полосы, состоящие из зерен доэвтектоидного ферри-та. Участки аустенита между этими полосами, которые имеют повышенную концентрацию углерода, при эвтектоидном превращении формируют полосы перлита.
Вытянутые включения сульфида марганца располагаются по границам исходных деформированных зерен аустенита, как бы «на фоне» участков, обогащенных растворенным фосфором. Эти включения облегчают зарож-дение доэвтектоидного феррита и способствуют тем самым образованию полосчатой структуры. Полосчатая структура обусловливает анизотропию механических свойств горячедеформированных изделий и заготовок.
Ослабить склонность к образованию полосчатой структуры можно путем уменьшения содержания фосфора и серы в стали и путем специальной термической обработки.

Рисунок 7 – Цепочки недеформируемых включений в деформированной стали; нетравленый шлиф. ×100

Рисунок 8 – Микроструктура стали 35 после горячей деформации. ×200
ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1 Изучить макроструктуру образцов литой и горячедеформированной стали (3–4 образца по указанию преподавателя).
2 Изучить характер неметаллических включений в образцах горячедеформированной стали и загрязненность металла одним из видов неметаллических включений (по указанию преподавателя) методом сравнения с эталонными шкалами.
3 Изучить микроструктуру литой и горячедеформированной стали.
ОБРАБОТКА РЕЗУЛЬТАТОВ ЭКСПЕРИМЕНТА
1 При изучении макрошлифов выявить характерные особенности макроструктуры: форму, размеры и расположение усадочной раковины, наличие и форму газовых пузырей, характер зеренной структуры в слитке, расположение и густоту волокон в горячедеформированном изделии, однородность травимости макрошлифа. Результаты изучения занести в таблице 1.1.
Таблица 1.1 – Результаты изучения макроструктуры
| Зарисовка макроструктуры | Описание особенностей макроструктуры | Причина возникновения наблюдаемых особенностей структуры |
2 При изучении микроструктуры: зарисовать характерную структуру; описать форму, расположение, цвет и природу неметаллических включений; определить загрязненность стали неметаллическими включениями по методу, описанному в Приложении; указать характерные особенности расположения и форму структурных составляющих в литой и горяче-деформированной стали. Результаты занести в таблицу 1.2.
Таблица 1.2 – Результаты изучения микроструктуры
| Зарисовка макроструктуры | Описание неметаллических включений (балл загрязненности) и структурных составляющих | Причина возникновения наблюдаемых особенностей структуры |
| СОДЕРЖАНИЕ ОТЧЕТА ПО РАБОТЕ Отчет должен содержать: 1 Цель работы. 2 Краткое изложение введения (формирование макро- и микро структуры литой и горячедеформированной стали; описание связи структуры горячедеформированной стали со структурой литой стали). 3 Описание объектов и результаты исследования (таблицы 1 и 2). 4 Анализ полученных результатов (возможные причины образования тех или иных особенностей макро- и микроструктуры; заносятся в последнюю колонку таблицы 1 и 2). 5Выводы по работе (возможное влияние и его причины обнаружения особенностей структуры на механические свойства стали). КОНТРОЛЬНЫЕ ВОПРОСЫ 1 Что такое макроструктура? 2 Для чего используют анализ макроструктуры? 3 Какие дефекты встречаются в слитке кипящей стали? 4 В какой стали можно получить плотный слиток с концентрированной усадочной раковиной? 5Какие газовые пузыри и пустоты в стальном слитке завариваются при горячей деформации? 6 Какие примеси растворимы в стали и какие образуют самостоятельные фазы? 7 Как распределяются примеси по высоте и поперечному сечению стального слитка? 8 Какие элементы ликвируют в стальном слитке сильнее других? 9 Какие растворимые примеси находятся в осях и какие – в приграничных зонах дендритов аустенита? 10 Где располагаются неметаллические включения: в межосных пространствах или равномерно по телу первичных зерен? От чего это зависит? 11 Почему неметаллические включения исследуют на нетравленых микрошлифах? 12 Какие неметаллические включения обычно встречаются в стали? 13 Как располагаются сульфиды и оксиды в микроструктуре литой стали? Какие из этих включений пластичнее? 14 В чем причины образования видманштетговой структуры в литой стали? Каковы ее характерные признаки? 15 Как формируется волокнистая макроструктура в горячедеформированной стали? Какие дефекты стального слитка она наследует? 16 Как располагаются сульфиды марганца в горячедеформированной стали? 17 Почему формируется полосчатая структура в горячедеформированной стали? 18 Как влияют на механические свойства стали зональная ликвация в слитке, видманштеттова структура, волокнистая и полосчатая структуры? |