Блок подавления постоянной составляющей тока
Лекция № 11
Тема 1.6 Специализированные источники питания
План
1.Назначение, конструкция осциллятора, регулятора напряжения дуги и сварочного тока2.Принцип действия осциллятора 3.Электрическая схема осциллятора4.Область применения и техническая характеристика осциллятора Литература: 1. И.В. Гуменюк, О. Ф. Иваськов, О. В. Гуменюк Технология электродуговой сварки. - Киев: Грамота, 2007 2. Китаев A.M., Китаев Я.А. Справочная книга сварщика. - М.: Машиностроение,9903. Шебеко Л.П. Оборудование и технология дуговой автоматической и полуавтоматической сварки, - Москва «Высшая школа» 1986 1 Назначение, конструкция осциллятора, регулятора напряжения дуги и сварочного токаК специализированным источникам питания и установкам относятся плазменно-дуговое оборудование (для плазменной сварки и наплавки, плазменной резки, плазменного напыления), а также установки для сварки вольфрамовым электродом легких сплавов на переменном токе и импульсами разной полярности, импульсные ИП, ИП для электрошлаковой и трехфазной сварки.
Отличительной особенностью такого оборудования является наличие блоков, выполняющих специальные функции. В оборудовании для плазменных процессов – это вспомогательный ИП, встроенный осциллятор, блок управления циклом, блок газовой аппаратуры и т.д.
Установка для сварки легких сплавов – осциллятор, генератор стабилизирующих импульсов, блок подавления постоянной составляющей тока.
Установки для дуговой сварки наряду с источником питания включают в себя обычно газовое оборудование, сварочные горелки или плазматроны, блоки циклового или микропроцессорного управления.
Установки для механизированной сварки кроме источника питания содержат сварочный трактор или сварочную головку для автоматической сварки, механизм подачи электродной проволоки для полуавтоматической сварки.
Классификация специализированных установок
1. Для плазменной сварки и наплавки это специализированные установки УПС, УПРС для сварки и резки.
Для плазменной сварки можно использовать специализированные ИП ВСВУ (есть вспомогательный ИП).
2. Для микроплазменной сварки: МПУ – 4, МПУ – 5.
3. Для плазменной резки: установки УПР – 202 (203) на 200 А, до 30 мм; для более мощного оборудования АПР- 404 – резка до 120 мм.
Инверторные установки DC-120П
4. Для напыления: установки УПУ, УПН.
5. Для сварки легких сплавов: УДГ - для постоянного тока; УДГУ – для постоянного и переменного токов.
Инверторные универсальные установки: ДС200А3.
Для механизированной сварки:
Шланговые полуавтоматы: ПДГ - полуавтоматы для дуговой сварки в среде защитных газов.
Автоматы для дуговой сварки под флюсом АДФ.
Автоматы для дуговой сварки в среде защитных газов АДГ.
|
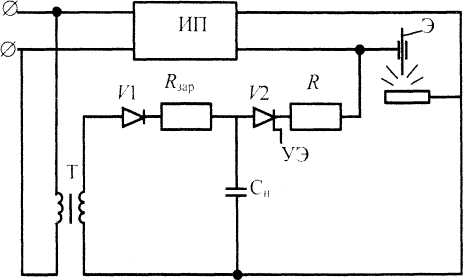
Рис.1- Импульсный стабилизатор горения дуги
Блок подавления постоянной составляющей тока
У современных источников типа УДГ предусмотрена фиксированная подстройка коррекции постоянной составляющей.
В установках УДГ, выпуска до 1980х г., использовалась система конденсаторов (устаревшая).
Сейчас применяется тиристорно- диодный мост.
Блок заварки кратера.
Он предназначен для плавного уменьшения тока в конце сварки с тем, чтобы сварочная ванна успела принять равновесное положение в процессе кристаллизации.
Такие блоки тиристорных и транзисторных ИП. Задержка тока в пределах 10 секунд. Аналогично можно получить плавное нарастание тока в начале сварки. Это рекомендуется для сварки вольфрамовыми электродами для уменьшения их разрушения в момент зажигания дуги. Используются, например, источники питания типа ВСВУ.
Блоки импульсного тока.
Они предназначены для того, чтобы ток был импульсным.
Преимущества импульсной сварки:
1. При импульсном токе давление дуги больше, чем при постоянном токе (более глубокое проплавление).
2. Кристаллизация ванны- управляемая – регулируемая структура металла шва.
3. Объем ванны получается меньше, чем при постоянной дуге и следовательно, меньше вероятность прожогов.
Недостаток:
1. Пониженная производительность при той же мощности источника питания.
В импульсном блоке используют электронное реле времени обычно со ступенчатой регулировкой. Поскольку импульс нельзя сделать больше полупериода, то для сетевых источников питания минимальная длительность цикла 0.02 сек (например, ВСВУ).