Штамп для изготовления листовых деталей с гофрами
Штамп для изготовления деталей (рисунок 3) с гофрами из листовых заготовок содержит поворотный пуансон 1, закрепленный на матрице 2 через поворотный узел, образованный верхним кронштейном 3 и нижним кронштейном 4, соединенных осью 5. Верхнюю плиту 6 с элементами крепления на ползуне пресса (не показаны). К плите 6 закреплены щеки 7, на которых закреплены ролики 8, установленные в пазах 9 пуансона 1. Пазы 9 выполнены с выходом 10 на опорную поверхность пуансона 1. Опорная поверхность пуансона в зоне передачи усилия выполнена в виде цилиндрического сегмента, равного или большего угла раскрытия штампа, что обеспечивает преобразование поступательного движения плиты 6, закрепленной на ползуне пресса, в поворотное движение пуансона 1 за счет скольжения. На опорной поверхности пуансона 1 закреплены полозья 11, сопрягаемая с плитой 6 поверхность 12 которых выполнена эквидистантно опорной поверхности пуансона 1. Верхние поверхности 13 пазов 9 выполнены эквидистантно опорной поверхности пуансона 1. На матрице 2 установлены фиксаторы 14 для листовых заготовок 15. В частности, фиксатор 14 может быть выполнен с пазами для регулировки положения листовой заготовки на матрице. Сопрягаемые поверхности плиты 7 и полозьев 11 представляют пару скольжения, предназначенную для увеличения износостойкости штампа, а также способствующие плавному повороту пуансона. Полозья 11 для уменьшения трения скольжения выполнены из мягкой бронзы, а плита 6 из стали, что позволяет достичь минимального коэффициента трения.
Штамп для изготовления деталей с гофрами из листовых заготовок предназначен для эксплуатации на стандартном прессовом оборудовании и работает следующим образом. Листовая заготовка 15 укладывается на матрицу 2 между фиксаторами 14, после чего усилие от ползуна пресса через сопрягаемые поверхности плиты 7 и полозьев 11 передается на пунсон 1 и преобразуется в поворотное движение пуансона относительно оси 4. Происходит постепенная гибка одного гофра и предварительная подтяжка материала для формирования следующего гофра, в конце поворота пуансона 1 происходит окончательная калибровка всех гофров детали. При обратном движении ползуна пресса усилие через ролики 7 передается на верхние поверхности 13 пазов и происходит возврат пуансона 1 в исходное положение, при этом происходит размыкание рабочих частей штампа.
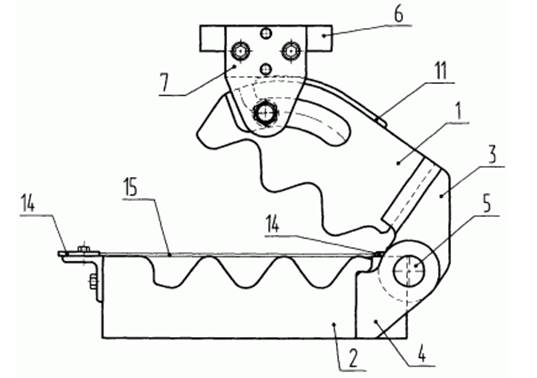
Рисунок 3 – Штамп для изготовления листовых деталей с гофрами