Ремонт деталей шатунно-поршневой группы
Ремонт поршней.Поршни в процессе дефектации выбраковывают по результатам измерений трех элементов: высоты первой канавки, диаметра отверстий в бобышках и диаметра юбки. Главный выбраковочный параметр – размер первой канавки, так как соединение первое поршневое кольцо – канавка поршня изнашивается больше, чем другие.
Восстановление канавки под поршневое кольцо включает следующие операции: очистку поршня, создание технологических баз, изготовление, установку и закрепление дополнительной ремонтной детали, точение головки и канавок, обработку юбки, разворачивание отверстия под поршневой палец и контроль восстановленной детали. Здесь способ постановки дополнительной ремонтной детали сочетается со способом ремонтных размеров.
Юбку поршня шлифуют на станке ЗМ433У, который предназначен для обработки кулачков распределительного вала. Конусообразности юбки достигают поворотом стола относительно направляющих шлифовальной бабки.
Изношенные отверстия под поршневой палец разворачивают на вертикально-сверлильном станке 2Н135 под ремонтный размер. Под этот же ремонтный размер растачивают втулку шатуна и шлифуют поршневой палец.
Ремонт поршневых колец.Для подавляющего большинства двигателей могут быть найдены кольца стандартного размера и ремонтного увеличения +0,5 мм. Кольца остальных ремонтных размеров (например, + 0,25; + 0,75; + 1 мм) более редкие. На практике также возможны случаи, когда при малом износе цилиндров и юбок поршней сильно изношены кольца и канавки поршней, вследствие чего кольца стандартной высоты уже не могут быть установлены на старые поршни.
Компрессионные кольца шлифуют на плоскошлифовальном станке.
Иногда требуется уменьшить высоту колец на несколько сотых миллиметра. Лучше всего это сделать притиркой на плите с помощью абразивной пасты 28...40 мкм.
Иногда есть возможность найти только кольца, имеющие высоту меньше, чем необходимо. Тогда в качестве самой крайней меры и только для бензиновых двигателей с низким уровнем форсирования можно рекомендовать способ установки дополнительного дистанционного кольца.
Ремонт поршневых пальцев. Для восстановления поршневых пальцев применяют перешлифовку, железнение, механическую раздачу, раскатку, гидротермическую раздачу.
По окончании восстановления сортируют пальцы на размерные группы и по массе, проверяют твердость (не менее 55 HRC3) и шероховатость поверхности (Ra = 0,16...0,08 мкм), длину и другие параметры.
Ремонт шатунов.Шатуны двигателей имеют следующие дефекты: износ отверстий верхней и нижней головок, опорных поверхностей крышек, изгиб и скручивание стержня.
Изгиб и скручивание определяют с помощью приспособления КИ-724.
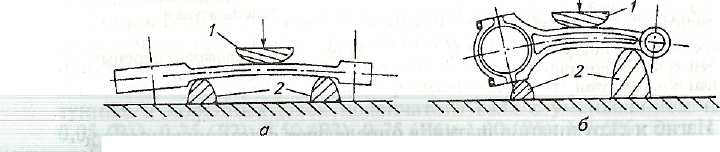
Схемы правки:
а –шатуна в плоскости, параллельной отверстиям; б–стержня шатуна в плоскости, перпендикулярной отверстиям; / – прижим; 2– подкладки
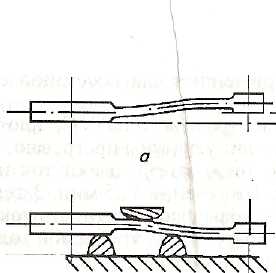
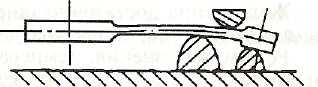
Схема устранения смещения головок шатуна:
а – исходное состояние; б и в – изгибы стержня предварительные у нижней головки и у верхней головки.
После правки шатуна восстанавливают его нижнюю головку следующими способами: шлифование плоскости разъема с последующим растачиванием отверстия; железнение; электроконтактная приварка стальных полуколец; припайка стальных полуколец; нанесение полимерных композиций; наплавка и др.
Верхнюю головку шатуна рекомендуется растачивать до ремонтного размера с последующей запрессовкой втулки, увеличенной по наружному диаметру.
Внутренний диаметр втулки верхней головки шатуна восстанавливают методом холодного пластического деформирования – обжатием или осадкой. При обжатии внутренний и наружный диаметры детали уменьшаются. Далее наружную поверхность омедняют или приваривают к ней стальную ленту электроимпульсной контактной приваркой. Осадку выполняют с помощью приспособления на гидравлическом прессе.