Для обробки шліцьової втулки
МЕТОДИЧНІ ВКАЗІВКИ
до виконання курсового проекту з дисципліни
„Різальні інструменти”
на тему
Розрахунок комбінованої протяжки
Для обробки шліцьової втулки
МІНІСТЕРСТВО освіти І НАУКИ УКРАЇНИ
ДОНЕЦЬКИЙ НАЦІОНАЛЬНИЙ ТЕХНІЧНИЙ УНІВЕРСИТЕТ
МЕТОДИЧНІ ВКАЗІВКИ
до виконання курсового проекту з дисципліни
„Різальні інструменти”
на тему
Розрахунок комбінованої протяжки
для обробки шліцьової втулки
(для студентів спеціальностей
„Металорізальні верстати та інструменти”, „Технологія машинобудування”)
РОЗГЛЯНУТО:
на засіданні кафедри
металорізальних верстатів
і інструментів
Протокол № 2 от 18.9.2008р.
ЗАТВЕРДЖЕНО:
на засіданні навчально-видавничої ради ДонНТУ
Протокол № 5 від 22.10.08
Методичні вказівки до виконання курсового проекту з дисципліни „Різальні інструменти” Розрахунок комбінованої протяжки для обробки шліцьової втулки(для студентів кваліфікаційного напрямку 6.050503 „Машинобудування” спеціальностей „Технологія машинобудування”, та „Металорізальні верстати та системи”)/ Укл.: Кисельова І.В. – Донецьк: ДонНТУ, 2008. – 24 с.
Визначені головні вимоги до виконання курсового проекту. Надані методичні вказівки щодо розрахунків та проектування комбінованої протяжки для обробки шліцьової втулки. Приведені вимоги до оформлення пояснювальної записки та креслення.
Укладач Кисельова І.В, доц.
Відповідальний за випуск Гусєв В.В., проф.
ЗМІСТ
1 Загальні положення.. 5
2 Вихідні дані для проектування комбінованої протяжки.. 6
3 вибір конструкції та матеріалу протяжки.. 6
3.1 Аналіз і технічне обґрунтування прийнятої конструкції протяжки. 6
3.2 Вибір матеріалу протяжки. 7
4 Вибір типу хвостовика і його розмірів.. 7
5 Визначення профілю і геометричних параметрів зубців протяжки.. 8
5.1 Вибір розмірів та профілю стружкових канавок. 8
5.2 Вибір геометричних параметрів протяжки. 9
5.3 Визначення підйомів на зубець. 10
6 Вибір верстата.. 11
6.1 Розрахунок сил різання при протягуванні 11
6.2 Вибір моделі верстата. 13
6.3 Визначення швидкості різання 14
6.4 Перевірка протяжки на міцність. 13
7 Розрахунок круглої частини протяжки.. 14
7.1 Визначення величини припуску на круглі зубці 14
7.2 Розрахунок кількості зубців. 15
7.3 Визначення параметрів викружок. 16
7.4 Розрахунок довжини круглої частини протяжки. 16
8 Розрахунок фасочної частини протяжки.. 17
8.1 Визначення припуску на фасочні зубці 17
8.2 Розрахунок кількості зубців. 17
8.3 Визначення параметрів викружок. 17
8.4 Розрахунок довжини фасочної частини протяжки. 18
9 Розрахунок шліцьової частин протяжки.. 18
9.1 Припуск на шліцьові зубці 18
9.2 Розрахунок кількості зубців. 19
9.3 Розрахунок допуску на ширину шліців протяжки 22
9.4 Параметри викружок. 19
9.5 Розрахунок довжини шліцьової частини протяжки. 23
10 Визначення конструктивних розмірів протяжки.. 214
10.1 Визначення діаметрів зубців. 214
10.2 Шийка та перехідний конус 24
10.3 Передня та задня направляючі 225
10.4 Загальна довжина протяжки. 226
11 ЗАГОСТРЮВАННЯ ПРОТЯЖОК 27
Список літератури.. 23
ДОДАТОК 1 25
ДОДАТОК 2 26
1 Загальні положення
Протягування є високопродуктивним способом механічної обробки, за допомогою якого одержують деталі з високою точністю розмірів (6-8 квалітету точності) і з малою шорсткістю (Rа=0,25–1 мкм). По продуктивності процес протягування в 5-10 разів перевершує розточування і розвертування. Крім того, протяжні верстати прості в кінематиці і в обслуговуванні.
Найбільш широке використання одержали протяжки для обробки шліцьових втулок, зовнішній вигляд якої приведений на рис. 1. Такі протяжки дозволяють обробити за один прохід усі поверхні шліцьової втулки (внутрішній діаметр d, фаску в основі шліца f, зовнішній діаметр D, бічні поверхні шліцьових пазів b). Для цього протяжки мають різні групи зубців: круглі – для обробки внутрішнього діаметра втулки, фасочні – для обробки фаски і шліцьові для обробки шліцьових пазів. Такі протяжки називаються комбінованими.
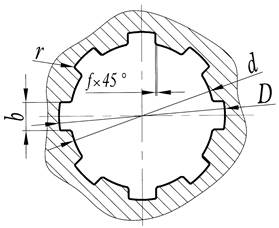 |
Рисунок 1 – Зовнішній вигляд оброблюваної шліцьової втулки
Кут фаски f може бути відмінний від 45° і залежить від числа шліців.
Загальний вигляд комбінованої протяжки для обробки шліцьової втулки показаний на рис.2.
|
При центруванні шліцьової втулки на валу по внутрішньому діаметрі для забезпечення більш високої точності центрування необхідно протягувати однією протяжкою всі поверхні втулки - внутрішній діаметр, шліцьові пази і фаски.
При протягуванні верстат забезпечує лише один рух протяжки – поступове прямолінійне переміщення вздовж її осі. Це головний рух зі швидкістю 5-15 м/хв. Руху подачі під час протягування немає, його перенесено на конструкцію протяжки. Для забезпечення цього кожен наступний зубець, або група зубців протяжки, мають діаметр більший, ніж попередній на величину Sz, яка називається підйомом на зубець або на групу зубців.
В залежності від того, дається підйом на кожен зубець або на групу зубців, протяжки бувають одинарного різання (підйом на кожен зубець) або групового різання (підйом на групу зубців). Протяжки групового різання дозволяють працювати зі значно більшими підйомами, ніж одинарні, тому вони забезпечують більшу продуктивність обробки і їм слід віддавати перевагу перед протяжками одинарного різання
2 Вихідні дані для проектування комбінованої протяжки
Вихідними даними для розрахунку комбінованої шліцьової протяжки групового різання є:
- матеріал оброблюваної деталі;
- зовнішній діаметр шліців D;
- внутрішній діаметр шліців d;
- число шліців n;
- ширина шліців b;
- спосіб центрування шліцьового з'єднання (по D; d або b);
- довжина втулки, що протягається, L;
- точність та шорсткість обробки (розміри, для яких не вказаний квалітет точності, виконуються по 11 квалітету).
Розміри шліцьової втулки та вимоги до точності її елементів обговорені в ГОСТ 1139-60 або довідковій літературі [1,2,3].
3 вибір конструкції та матеріалу протяжки