Принципы построения Международной системы
И.А. Фролов В.А. Нилов
В.А. Муравьев О.К. Битюцких
Метрология, стандартизация, сертификация: ПРАКТИКУМ
Учебное пособие

Воронеж 2006
 |
ГОУ ВПО Воронежский государственный
Технический университет
И.А. Фролов В.А. Нилов
В.А. Муравьев О.К. Битюцких
Метрология, стандартизация, сертификация: ПРАКТИКУМ
 |
Утверждено
Редакционно-издательским советом Воронежского
государственного технического университета в качестве
учебного пособия для студентов машиностроительных
специальностей
Воронеж 2006
УДК 389
Метрология, стандартизация, сертификация: практикум учеб. пособие / И.А.Фролов, В.А.Нилов, В.А. Муравьев, О.К. Битюцких. Воронеж: ГОУ ВПО «Воронежский государственный технический университет», 2006. 114 с.
Рассматриваются основные вопросы, входящие в дисциплину «Метрология, стандартизация, сертификация» и составляющие основу практических занятий.
По каждой теме практического занятия в учебном пособии приведены необходимые теоретические материалы, варианты заданий, примеры их решений и оформления в соответствии с требованиями курса дисциплины, а также вопросы для проверки знаний.
Практикум предназначен для проведения занятий со студентами специальностей 150201 «Машины и технология обработки металлов давлением» и 150202 «Оборудование и технология сварочного производства», 151001 «Технология машиностроения», 151002 «Металлообрабатывающие станки и комплексы», 220402 «Роботы и робототехнические системы», 200503 «Стандартизация и сертификация» всех форм обучения.
Ил. 26 Табл. 25 Библиогр.: 10 назв.
Научный редактор к.т. н., доц. Б.Б. Еськов
Рецензенты: кафедра строительных и дорожных машин ВГАСУ (зав. кафедрой д-р техн. наук, проф. П.И. Никулин)
канд. техн. наук И.Г. Радченко
© Фролов И.А., Нилов В.А.,
Муравьев В.А., Битюцких О.К., 2006
© Оформление ГОУ ВПО
«Воронежский государственный
технический университет», 2006
Введение
Метрология – наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности.
В метрологии решаются следующие основные задачи: разработка общей теории измерений единиц физических величин и их систем, разработка методов и средств измерений, методов определения точности измерений, основ обеспечения единства и единообразие средств измерений, эталонов и образцов средств измерений, методов передачи размеров единиц от эталонов и образцовых средств измерений к рабочим средствам измерений.
Элементы стандартизации появились тогда, когда еще не существовало понятия об этом термине. Примерами могут служить: строительство в ІІІ тысячелетии до н. э. самой высокой египетской пирамиды Хеопса из камней, обработанных до строго определенных размеров; применение кирпичей размером 410 × 200 × 130 мм при сооружении в Египте дворцов фараонов, метода пропорциональных чисел при создании водяных колес и катапульт в Древнем Риме; использование римлянами труб определенных диаметров при сооружении городских водопроводов; оснащение флота в Венеции в ΧΙV-ΧV вв. одинаковыми мачтами, парусами, веслами, рулями.
Примеры использования элементов стандартизации в прошлые времена можно найти и в истории республик распавшегося СССР. Зодчие Армении в ΙΧ-Χ вв. широко применяли стандартные детали при возведении ажурных сводов кафедрального собора «Майр тачара», в конструкциях четырех городских ворот и прокладке водопровода; кирпичи единого образца в это же время использовались при строительстве в Таджикистане.
Стандартизация явилась радикальным средством совершенствования машинного производства, призванного выпускать изделия крупными партиями. Значительным событием было введение в Англии в 1841 г. Единой системы винтовой резьбы, разработанной Джоном Витвортом.
В России стандартизация впервые была применена в середине ΧVΙ в. при изготовлении снарядов для пушек. В ΧVΙΙΙ в. (1706-1715 гг.) Петр Ι предписал мастерам при изготовлении ружей следить за правильным применением калибров, по которым делались детали, и за однородностью отдельных частей ружей. В1826 г. принцип взаимозаменяемости в производстве оружия на Тульском оружейном заводе был блестяще продемонстрирован иностранным представителям. Взятые со склада без выбора тридцать ружей были разобраны и детали их перемешаны. Затем ружья были снова собраны из первых попавших деталей и действовали безотказно. В начале ΧΙΧ в. очередной импульс развития стандартизация получила в связи с началом железнодорожного строительства. Были стандартизованы ширина колеи, цвет вагонов, высота сцепных устройств, диаметры колес и другие элементы.
В современном машиностроении взаимозаменяемость является основным и необходимым условием массового и серийного производства. Например, при массовом выпуске специализированными заводами типовых деталей крепежа (болтов, шпилек, винтов, гаек, шайб и др.), подшипников, зубчатых колес и ряда др. деталей и узлов ускоряется процесс конструирования и изготовления новых машин: конструктору не нужно создавать на них чертежи, а заводу – тратить время и средства на их изготовление.
Измерения имеют большое значение в современном обществе. Они дают возможность обеспечить взаимозаменяемость узлов и деталей, совершенствовать технологию, безопасность труда и других видов человеческой деятельности, качество продукции.
Круг величин, подлежащих измерению, определяется разнообразием явлений, с которыми приходится сталкиваться человеку. Если «Теория механизмов и машин», «Детали машин и основы конструирования», «Технологии металлов» и др. служат теоретической основой проектирования машин и механизмов, то данный курс «Метрология, стандартизация, сертификация» рассматривает вопросы обеспечения точности геометрических параметров как необходимого условия взаимозаменяемости и таких важнейших показателей качества, как надежность и долговечность.
Цель практикума – выработка у будущих инженеров знаний и практических навыков использования и соблюдения требований ГОСТ (государственных стандартов), выполнения точностных расчетов и метрологического обеспечения при изготовлении, эксплуатации и ремонте как строительно-дорожной техники, так и других машин. Задачи практикума: в результате выполнения индивидуальных заданий на практических занятиях по курсу «Метрология, стандартизация и сертификация» студенты должны:
- изучить основные понятия и терминологию, используемые в курсе «Метрология, стандартизация и сертификация»;
- научиться пользоваться стандартами с целью выбора оптимальных допусков при конструировании деталей машин;
- приобрести навыки в расчете размерных цепей при конструировании деталей, узлов или механизмов;
- научиться отличать посадки в системе «Отверстия» от посадок в системе «Вала»;
- приобрести навыки построения полей допусков размеров деталей; посадок с зазором, натягом и переходных с обоснованием условий их применения.
Учебное пособие состоит из восьми разделов:
1. Расчет (выбор) допусков и посадок гладких цилиндрических соединений: а) с зазором; б) с натягом; в) переходные.
2. Определение элементов соединений, подвергаемых селективной сборке.
3. Расчет размерных цепей: прямая и обратная задачи.
4. Расчет исполнительных размеров калибров.
5. Расчет посадок подшипников качения.
6. Расчет допусков и посадок резьбовых соединений.
7. Расчет допусков и посадок шпоночных соединений.
8. Расчет допусков и посадок шлицевых соединений прямобочных и с эвольвентным профилем зуба.
Название раздела соответствует теме практического занятия.
Принципы построения Международной системы
Единиц. Основные понятия и определения допусков
И посадок
Учитывая необходимость охвата Международной системой единиц (System International) всех областей науки и техники, в ней в качестве основных выбраны семь единиц.
В механике такими являются единицы длины, массы и времени, в электричестве добавляется единица силы электрического тока, в теплоте - единица термодинамической температуры, в оптике - единица силы света, в молекулярной физике, термодинамике и химии – единица количества вещества. Эти семь единиц – метр, килограмм, секунда, ампер, Кельвин, кандела и моль - и выбраны в качестве основных единиц СИ.
- Единица длины (метр) – длина пути, проходимого светом в вакууме за 1/299792458 долю секунды.
- Единица массы (килограмм) – масса, равная массе международного прототипа килограмма.
- Единица времени (секунда) – продолжительность 9192631770 периодов излучения, соответствующего переходу между двумя сверхтонкими уровнями основного состояния атома цезия-133.
- единица силы электрического тока (ампер) – сила неизменяющегося тока, который, проходя по двум нормальным прямолинейным проводникам бесконечной длины и ничтожно малой площади круглого поперечного сечения, расположенным на расстоянии 1 м один от другого в вакууме, вызывает между проводниками силу взаимодействия равную 2×10-7 Н на каждый метр длины.
- Единица термодинамической температуры (Кельвин) – 1/273,16 термодинамической температуры тройной точки воды. Допускается использовать также шкалу Цельсия.
- Единица силы света (кандела) – сила света в заданном направлении источника, испускающего монохроматические излучения частотой 540×1012 Гц, энергетическая сила света которого в этом направлении составляет 1/683 Вт/ср.
- Единица количества вещества (моль) – количество вещества системы, содержащей столько же структурных элементов, сколько атомов содержится в углероде – 12 массой 0,012 кг.
Международная система единиц содержит также две дополнительные единицы: для плоского угла – радиан и для телесного угла – стерадиан.
Радиан (рад) – единица плоского угла, равная углу между двумя радиусами окружности, длина дуги между которыми равна радиусу. В градусном исчислении 1 рад = 57017'44,8''.
Стерадиан (ср.) – единица, равная телесному углу с вершиной в центре сферы, вырезающему на поверхности сферы площадь, равную площади квадрата со стороной, равной радиусу сферы. Телесный уголΩизмеряют косвенно – путем измерения плоского угла α при вершине конуса с последующим вычислением по формуле
Ω = 2π[1 - cos α/2].
Основные понятия и определения допусков и посадок
В соединении двух деталей, входящих одна в другую, различают охватывающую и охватываемую поверхности соединения. В цилиндрических соединениях охватывающая поверхность носит общее название“отверстие”, а охватываемая -“вал”. Названия “отверстие” и “вал” условно применимы также и к другим охватывающим и охватываемым поверхностям. Обозначают: D – номинальный размер отверстия, d – номинальный размер вала. Эти размеры одинаковы.
Предельными называются два предельных значения размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее - наименьшим предельным размером. Они для отверстия обозначаются Dmax и Dmin, а для вала – dmax и dmin.
Верхнее предельное отклонение – алгебраическая разность между наибольшим предельным размером и номинальным. Обозначают: ES – верхнее предельное отклонение отверстия, es – верхнее предельное отклонение вала.
ES = Dmax - D;
es = dmax - d.
ES – начальные буквы французских слов;
Ecart – отклонение;
Superieur – верхнее.
Нижнее предельное отклонение – алгебраическая разность между наименьшим предельным размером и номинальным. Обозначают: EI – нижнее предельное отклонение отверстия, ei – нижнее предельное отклонение вала.
EI = Dmin - D;
ei = dmin - d.
EI– начальные буквы французских слов;
Ecart – отклонение;
Inferieur – нижнее;
ES– верхнее отклонение отверстия;
EI – нижнее отклонение отверстия;
es– верхнее отклонение вала;
ei– нижнее отклонение вала.
Допуск размера – это разность между наибольшим и наименьшим предельным размером. Обозначают: TD – допуск отверстия, Td – допуск вала. Допуск всегда положительное число.
TD = Dmax - Dmin = ES – E;
Td = dmax - dmin = es - ei.
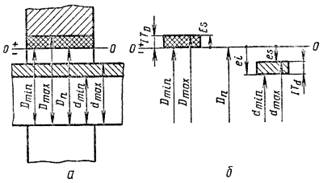
Рис. 1. Графическое изображение деталей соединения:
а) схема деталей соединения; б) схема расположения полей допусков деталей соединения
Линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок, называетсянулевой линией. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Действительное отклонение – алгебраическая разность между действительным и номинальным размерами.
Поле допуска – интервал значений размеров, ограниченный предельными размерами; оно определяется величиной допуска и его расположением относительно номинального размера.
На схеме поле допуска изображается зоной между линиями, соответствующими верхнему и нижнему предельным отклонениям. Верхняя граница поля допуска соответствует наибольшему предельному размеру, нижняя – наименьшему предельному размеру.
Зазор S – положительная разность между размерами отверстия и вала (размер отверстия больше размера вала).
Натяг N – положительная разность между размерами вала и отверстия до сборки деталей (размер вала больше, чем размер отверстия).
Наибольший зазор Smax – положительная разность между наибольшим предельным размером отверстия Dmax и наименьшим предельным размером вала dmin.
Smax = Dmax – dmin = ES – ei.
Наименьший зазор Smin – положительная разность между наименьшим предельным размером отверстия Dmin и наибольшим предельным размером вала dmax.
Smin = Dmin – dmax = EI – es.
Наибольший натяг Nmax – положительная разность между наибольшим предельным размером вала dmax и наименьшим предельным размером отверстия Dmin.
Nmax = dmax – Dmin =es – EI.
Наименьший натяг Nmin – положительная разность между наименьшим предельным размером вала dmin и наибольшим предельным размером отверстия Dmax.
Nmin = dmin- Dmax = ei – ES.
Посадка – это характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей в случае зазора или степень сопротивления их взаимному смещению (в случае натяга).