Футеровка печи состоит из пода, стен и свода
Фундаменты защищают от действия высоких температур (максимальная температура не выше 200 °С).
Каркас печи возводят на фундаменте. Назначение каркаса — воспринимать усилия, возникающие от массы металла или другого материала, находящегося в печи, футеровки печи и других элементов, которые крепятся на каркасе.
 Каркас печи может быть стационарным (например, у вагранки) и нестационарным (индукционный миксер барабанного типа). Конструкция каркаса зависит от типа печи. При применении жесткого каркаса (рис. 72) в кладке печи оставляют температурные швы для ком-
Каркас печи может быть стационарным (например, у вагранки) и нестационарным (индукционный миксер барабанного типа). Конструкция каркаса зависит от типа печи. При применении жесткого каркаса (рис. 72) в кладке печи оставляют температурные швы для ком-
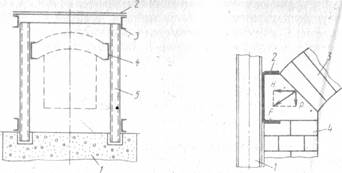
пенсации температурного расширения кладки. Жесткий каркас заставляет кладку расширяться в сторону температурного шва. Подвижные каркасы, имеющие не жесткие, а регулируемые болто-
вые связи, практически не применяют на печах литейного Производства.
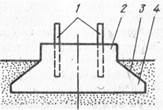
Рис. 71. Схема фундамента печи
Каркасы печей с арочным сводом
 / — анкерные болты: 2 опоры, 3- консоль; 4 - подошва
/ — анкерные болты: 2 опоры, 3- консоль; 4 - подошва
Рис. 72. Схема жесткого каркаса печи:
Рис. 73, Схема узла арочного свода / — фундамент; 2 — поперечная стяжка; 3 — продольная балка; 4 — подпятовая балка
На рис. 73 изображены подпятовая балка 2 и стойка 1,
где сила Р, возникающая от действия свода 3, направлена перпендикулярно к плоскости пятового кирпича. Эта сила может быть разложена на вертикальную силу Р, действующую на кладку стенки 4 печи, и на силу Я, действующую на каркас. При нагреве кирпич расширяется, и вследствие этого создается дополнительная сила .Чтобы учесть это обстоятельство, величину Н умножают на эмпирический коэффициент к. Коэффициент к зависит от средней температуры нагрева свода. При I = 900 °С к = 2; при I = - 900-И200 °С к = 2,5; при I = 1200 °С к = 3. Для восцриятия и передачи на каргрс распорной силы арочного свода служат под-пятовые балки. В высокотемпературных (например, мартеновских) печах их изготовляют водо- или пароохлаждаемыми. Подпятовую балку рассчитывают как балку, равномерно нагруженную по длине на двух опорах по концам. Стойки каркаса рассчитывают на изгиб. Поперечные связи рассчитывают на разрыв.
Современные плавильные индукционные печи — барабанного или тигельного типа. Их каркасы испытывают более сложные нагрузки, чем каркасы стационарных печей.
| Рис. 74. Каркас барабанной индукционной печи |
 А-А
А-А
 |
Рис. 75. Каркас тигельной индукционной печи *
В печи барабанного типа барабан 5 выполнен из низкоуглеродистой стали (рис. 74). Фланцы 6, 8 предназначены для присоединения индукторов. Короба 2, 4 являются каркасами сливного и заливного сифонов. Барабан приварен к двум торцевым стенкам 9, на каждой из которых расположены ободья /, 10 для поворота барабана вокруг своей оси на катках 7. Окно 3 для скачивания шлака расположено на барабане. Каркас испытывает сложные механические нагрузки. Масса жидкого металЛа, футеровки, сифонов и индукторов действует через ободья на катки. Температура каркаса местами достигает 300 °С. Во всех положениях печи каркас должен сохранять жесткость и тем самым обеспечивать нормальные условия работы футеровки печи.
На рис.. 75 показан каркас тигельной печи вместимостью до 60 т чугуна. В каркас вмонтирован набивной кварцитовый тигель с индуктором и магнитопроводами. При наклоне печи каркас повррачивается вокруг оси / за счет двух гидравлических цилиндров, шарнирно соединенных с цапфами 5. Каркас состоит из нижней опорной рамы 4, верхней рамы-площадки 3 и стоек 6. На двух средних усиленных стойках укреплены цапфы. К верхней раме приварен каркас сливного носка 2. Вся конструкция цельносварная. В процессе наклона печи конструкция каркаса испытывает сложные механические нагрузки. Масса каркаса достигает 40 т. Общая масса наклоняемой печи, включая жидкий металл, футеровку, индуктор и магнитопроводы, достигает 100 т.
Учитывая тяжелый режим работы каркаса, его после изготовления испытывают на механическую прочность с пятикратной нагрузкой по массе. Каркас загружают балластом и на специальном стенде поворачивают в рабочее положение вокруг оси 1 и возвращают в исходное положение. Так повторяют несколько раз. {футеровка любой печи должна быть прочной, плотной и дол-

|
говечной. Эти качества футеровки определяются двумя решающими факторами: правильным подбором материалов и хорошим качеством выполнения работ.
| Рис. 76. Способы укладки кирпича: а — на плашку; б — на торец; в — на ребро; г — ложковая; д — тычковая |
При изготовлений простой кирпичной или фасонной кладки требуется тщательное выполнение работ, перевязка швов и соответствующая толщина швов между кирпичами или фасонными изделиями. В зависимости от толщины швов кладку подразделяют на несколько категорий.
Особо тщательно выкладывают ванны плавильных печей с толщиной шва 1 мм. При необходимости кирпич предварительно подгоняют. Однако тесаной поверхностью кирпич нельзя класть в сторону рабочего пространства печи.
В большинстве случаев кирпичи укладывают на плашку, но в подах и сводах часто кладут на ребро и на торец (рис. 76). Различают кладку кирпича ложковую, когда кирпичи укладываются в ряду длинной стороной параллельно плоскости стены, и тычковую, когда кирпичи укладываются в ряду длинной стороной перпендикулярно к плоскости стены. Температурные швы между кирпичами, как правило, перевязывают. Перевязку температурных швов осуществляют, смещая кирпичи последующего ряда по отношению к предыдущему на 72, г/4 и 3/4 кирпича. Огнеупорный слой с изоляционным слоем обычно не перевязывают. Как правило, для крепления изоляционного слоя делают напуски огнеупорного кирпича через 4—8 рядов.
Футеровка печи состоит из пода, стен и свода.
Под печи выкладывают чаще всего на стальные листы, опирающиеся на подподовые балки, или прямо на фундамент. Зазор между подом и фундаментом, образуемый с помощью под-подовых балок, оставляют для того, чтобы обеспечить циркуляцию воздуха во избежание перегрева низа пода и верха фундамента. Под всегда делают многослойным. Нижние слои, называемые выстилкой, выкладывают из теплоизоляционного кирпича и низких сортов огнеупорного кирпича, а верхние слои — из огнеупорного. При кладке пода обеспечивают тщательную перевязку швов. Ряды кирпичей кладут вперемежку — то на плашку, то на ребро; самый верхний ряд кладут всегда на ребро. Такая кладка лучше противостоит механическим воздействиям, испытываемым поверхностью пода (см. приложение 11).
Футеровка индукционной канальной печи с отъемными индукционными единицами —- наиболее сложная. На рис. 77 изображена футеровка нижней части барабанной индукционной печи с отъемными индукционными единицами. Печь имеет металлический цилиндрический каркас 4. В нижней части печи установлены две водоохлаждаемые рамы 2 с фланцами, к которым крепятся отъемные индукционные единицы.
Мундштучное отверстие 1 сообщается е внутренней полостью индукционных единиц. Внутреннюю полость ванны футеруют корундовым кирпичом 6, 7. Следующие слои 3 й 5 футеруют высокоглиноземистым кирпичом. Затем идет слой шамотного кирпича 8 и легковесного кирпича 9.Мундштучное отверстие футеруют заливной или набивной корундовой массой 12. Пространство между водоохлаждаемой рамой и каркасом уплотняют корундовой массой И. Для удержания футеровки над мундштучными отверстиями устанавливают «мосты» из специального мостового корундового кирпича 10. Эти мосты, действуя подобно плоскому своду, воспринимают массы футеровки и предохраняют мундштуки от разрушения. Между мундштуками устанавливает также мост из корундового кирпича 13 для предохранения мундштуков.
Стены печи выкладывают из кирпичей на плашку. Стены делают многослойными; внутренний слой — огнеупорный, наружный— теплоизоляционный. Промежуточные слои состоят из легковесного огнеунора или огнеупорного кирпича низких сортов. В стенах печей имеются отверстия: рабочие и смотровые окна, отверстия для горелок и форсунок и т. д. Эти отверстия не должны ослаблять кладку. Для этого вокруг отверстий изоляционный кирпич не выкладывают, а напускают до кожуха огнеупорный кирпич. Окна перекрывают арками или специальными плитами. С наружной стороны рабочие окна армируют рамами (в плавильных печах водоохлаждаемыми). Стены нагревательных печей делают вертикальными, а плавильных — наклонными к наружной стороне с целью увеличения их стойкости. При кладке стен печей, так же как и при кладке пода, вертикальные швы перевязывают.
Своды печей выполняют в виде арок и плоских перекрытий. Плоские своды делают подвесными. Своды широких печей делают плоско подвесными. Арочные своды набирают из прямых и клиновых кирпичей, а плоские — из специальных кирпичей, которые можно подвешивать. Арочные своды опираются на пятовый кирпич, уложенный на подпятовую балку, воспринимающую распорное усилие и передающую это усилие на каркас

Рис. 77. Футеровка нижней части барабанной индукционной печи
. На некоторых печах устанавливают съемные своды (например, на дуговых печах); такие своды опираются на металлическую раму. Своды высокотемпературных печей кладут насухо, и после окончания кладки швы уплотняют, подсыпая порошок, изготовленный из сводового материала.
Температурные швы предусматривают для компенсации расширения кладки при нагреве. При проектировании футеровки печей для различного материала кладки на 1 м кладки в зависимости от свойства огнеупорных материалов принимают следующие толщины температурных швов (мм): шамотной 5—6, динасовой 12— 16, магнезитохромитовой и хромомагнезитовой 14—18 и т. д. При многослойной футеровке температурные швы располагают вразбежку по толщине кладки. По высоте стены (по вертикали) температурные швы могут быть непрерывные и вразбежку.