Основные технические характеристики автомата модели 1А124
| п/п | показатели | Велчина показателя | |||
| Наибольший диаметр обрабатываемого материала, мм | |||||
| Макс. размер нарезаемой наружной резьбы по стали, мм | |||||
| Макс. размер нарезаемой наружной резьбы по латуни, мм | |||||
| Наибольшая подача материала прутка, мм | |||||
| Макс. расстояние от револьверной головки до переднего торца шпинделя при низшем положении ролика, мм | |||||
| Наименьшее расстояние от револьверной головки до торца шпинделя, мм | |||||
| Наибольший ход револьверного суппорта, мм | |||||
| Величина регулирования хода суппорта, мм | |||||
| Макс. ход переднего и заднего поперечных суппортов, мм | |||||
| Наибольший ход верхнего поперечного суппорта, мм | |||||
| Величина регулирования переднего и заднего суппортов, мм | |||||
| Величина регулирования верхнего суппорта, мм | |||||
| Число оборотов шпинделя в мин при обточке, мин -1 | 114 -2850 | ||||
| Число оборотов вспомогательного вала в мин, мин -1.. | |||||
| Диаметр револьверной головки, мм | |||||
| Число позиций в револьверной головке | |||||
| Диаметр отверстий в револьверной головке, мм | 25,4 | ||||
| Радиус низшей точки на дисковом кулачке | Револьверного суппорта, мм | ||||
| Переднего и заднего суппорта, мм | |||||
| Верхнего суппорта, мм | |||||
| Время переключения револьверной головки, сек | 0,67 | ||||
| Время подачи материала и его зажима, сек | |||||
| Время переключения реверса вращения шпинделя | 0,5 | ||||
| Диаметр заготовки дисковых кулачков | для револьверного суппорта, мм | ||||
| для поперечных суппортов, мм | |||||
| Диаметр дискового резца, мм | |||||
| Потребляемая мощность, квт | 4,2 | ||||
| Род тока, | переменный трехфазный | ||||
| Напряжение, в | 220 / 380 | ||||
| Габариты станка | Длинна вместе с трубой, мм | ||||
| Ширина, мм | |||||
| Высота, мм | |||||
| Масса станка, кг | |||||
| Количество переключения скоростей | Без ступенчатое в пределах одной скорости редуктора | ||||
2.3.Описание кинематической схемы автомата модели 1А124.
Кинематическая схема автомата модели 1А124 приведена на рис. 2.2.
Рассмотрим кинематическую структуру станка. Кинематическая группа
главного движения ФV (В1) – группа простая. Ее внутренняя связь состоит
из вращательной кинематической пары между шпинделем и корпусом бабки. Внешняя связь передает движение от электродвигателя постоянного тока M2 через коробку скоростей и клиноременную передачу к шпинделю.
Кинематические группы поперечной подачи суппортов и продольной подачи револьверного суппорта простые ФSί (Пί). Внутренние связи поступательные кинематические пары (направляющие). Внешние связи от электродвигателя M3 через систему передач, элемента настройки (гитара сменных колес), подачи, систему рычагов и кулачков к исполнительным элементам – поперечным суппортам и продольному револьверному суппорту с револьверной головкой.
Вспомогательная кинематическая группа управления простая осуществляет периодический поворот револьверной головки, подачу материала, переключение направления и скорости вращения шпинделя
Особенностью автомата мод. 1А124 является то, что электроэнергия в
виде постоянного тока поступает на электродвигатель (1) М2, типа ПФ-285
(мощностью N =4,2 квт, п = 114 - 2850 мин -1) от электромашинного усили-
теля (преобразователя типа ЭМУ- 50, мощностью N=4,5 квт, п= 2935 мин -1)
приводимым во вращение асинхронным электродвигателем переменного
тока М1 типа А - 42 -2 мощностью –N = 4,5 квт., п= 2935 мин -1
Таким образом привод цепи главного движения, вращение шпинделя,
осуществляется от электродвигателя 1 (М2) через двухскоростную коробку
скоростей (редуктор). Вал электродвигателя соединен через предохрани-
тельную муфту с валом I коробки скоростей и вращает его. На валу 1 на-
дет блок зубчатых колес 2 (Z = 21 и Z = 33), которые соединяются с бло-
ком зубчатых колес 3 ( Z = 57 и Z = 45), укрепленными на валу 11 редук-
тора. При переналадке, с помощью рукоятки ручного переключения ско-
ростей, осуществляется перевод блока шестерен 2 (Z = 21 и Z = 33) в дру-
гое положение. Переключение выполняется в ручную для получения нуж-
ной частоты вращения выходного вала (2) коробки скоростей при наладке.
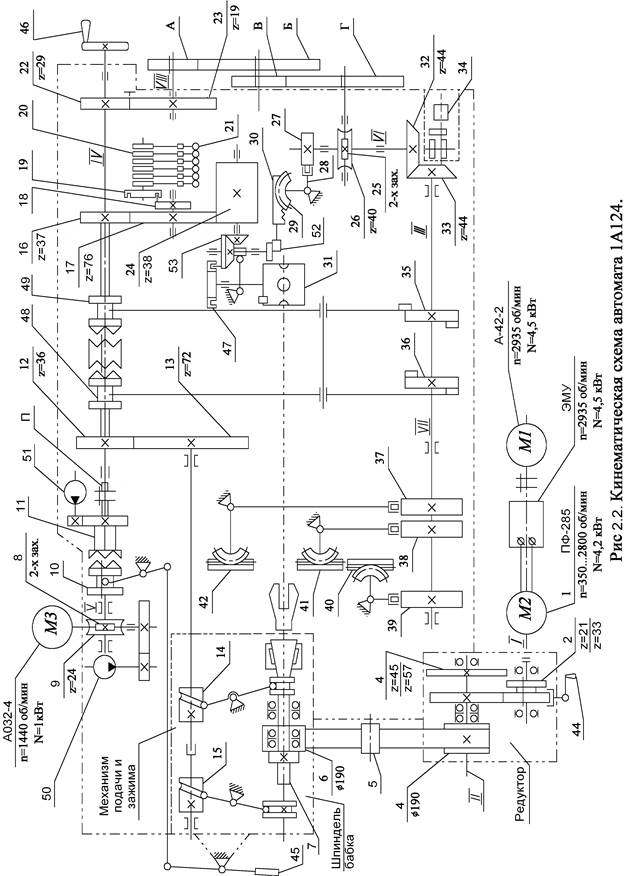
На конце этого вала укреплен трехручьевой шкив 4 (ф190 мм), передаю-
щий при помощи клиновых ремней и шкива 6 (ф190 мм) вращение шпин-
делю 7 автомата. Регулирование натяжения ремней осуществляется с по-
мощью ролика 6. Регулирование числа оборотов шпинделя в обоих направ-
лениях – бесступенчатое в пределах одной из скоростей коробки.
Благодаря наличию электро-механического переключателя скоростей (20)
и реверса (34), при каждом повороте револьверной головки, если это надо
по программе, можно изменять частоту и направление вращения шпинделя
для каждой последующей операции обработки детали.
Настройка чисел оборотов производится шестью ручками вариатора (по количеству позиций револьверной головки). Каждая ручка соответствует своему гнезду головки. Переключатель скорости (20) включает нужную электрическую цепь
Вращение вспомогательных валов 111 и IV, распределительного VII вала
и дополнительного распределительного вала V1 осуществляется от отдель-
ного электродвигателя М3 ( типа АО32-4 N = 1,0 квт при п = 1440мин -1)
через 2-х заходный червяк 8 и червячное колесо 9 ( Z= 24), закрепленное
на валу I11. Вращение валу I11, на котом подвижно на шпонке, установле-
на зубчатая муфта включения 10. При включении эта муфта сцепляется с
зубчатым фланцем втулки 11. Другой фланец втулки 11 соединен с пре-
дохранительной шпилькой с фланцем предохранительной муфты (II) уста-
новленной на конце вала1V.Соединение валов происходит через шпиль-
ку муфты и при перегрузке она срезается и предотвращает поломки меха-
низмов и узлов станка. Включение и выключение электродвигателей (М3)
и (М2) происходит одновременно Частота вращения вспомогательного
вала 120 мин-1 в левую сторону.
Вращение от электродвигателя М3 через колесо 12 (Z = 36), закреплен-ном на вспомогательном валу 1V, и 13 (Z =72) передается на вал V, на котором закреплены цилиндрические кулачки 14 и 15.
Кулачок 14, задающий закон движения механизма зажима прутка выполняет управление механизмом зажима прутка - цангой. При вращении кулачка вместе с валом осуществляется перемещение рычага по профилю кулачка, другой конец рычага, находящийся в шпинделе, смещается приводя в движение механизм цанги, что приводит к зажиму заготовки.
Кулачок 15, задающий закон движения зажима и подачи заготовки до упора, расположенного на револьверной головке выполняет управление механизмом зажима и подачи прутка. При вращение кулачка вместе с валом рычаг перемещается по профилю кулачка, другой конец смещается и приводит в движение механизм зажима и подачи прутка. Затем по достижении определенного положения (упор прутка) механизм разжи-мается и захват смещается в исходное положение.
В профиль кулачков (37, 38, 39, 27) заложено :
- подача – это подъем профиля кулачка и чем меньше подъем тем меньше величина подачи и больше количество лучей (сотых долей) т.е. время обработки;
- глубина резания – это разница начального и конечного радиусов.
Кулачки (37, 38, 39), задающие закон движения поперечных суппортов (переднего) 40, (заднего) 41 и (верхнего- отрезного) 42 устанавливаются на распределительном валу VII. Продольное перемещение револьверного суппорта 30 производится по направляющим с помощью кулачка 27, сидящего на дополнительном распределительном валу V1 через рычаг с роликом 28, и зубчатый сектор 29. Вал V1 получает вращение от вспомогательного вала 1V через ряд зубчатых колес (22, 23, а,б,в,г) и червячную передачу 25 и 26. Поворот револьверной головки 31 управляется кулачком 35 с регулируемыми упорами, который установлен на распределительном валу VII. Поворот револьверной головки происходит от вращения зубчатого колеса 16 (Z =37), сидящего на вспомогательном валу 1V через паразитное колесо 17 (Z = 76), и через цилиндрическое длинное колеса 24 (Z = 38), Колесо 24 изготовлено длинным для того чтобы не было расцепление колес во время движения суппорта. На одном валу с колесом 24 сидит коническое колесо Z =32, которое передает вращение второму коническому колесу Z =32 закрепленному на оси кривошипа 52. На этой же оси сидят кулачок управления фиксатором револьверной головки, диск с пальцем 53. Палец диска 53 попадая в паз мальтийского креста 47 поворачивает револьверную головку на одну шестую часть. Подробное описание конструкции револьверного суппорта смотри пункт 2.4.5. и рис.2.5.
Частота вращения распределительного вала VII определяется расчетом, и настройка осуществляется с помощью гитары сменных колес (а, б, в, г).
При этом, распределительный вал осуществляет за один рабочий цикл, один оборот.
Переключение револьверной головки может осуществлятся с переклю-чением частоты вращения шпинделя (если этого требует программа обработки). Переключение осуществляется с помощью электро-механи-ческого переключателя скоростей 20. При переключении диск 18 с пальцем, установленный на конце валика промежуточного зубчатого колеса 17 (Z = 76), получающего вращение от колеса 16 (Z =37) закрепленного на вспомогательном валу 1V, проворачиваетсяи палец диска 18входит в один из шести пазов мальтийского креста 19. Мальтийский крест закреплен на валике переключателя скоростей 20. На этом же валике, но внутри корпуса переключателя, закреплены шесть дисковых кулачков, которые при помощи штоков включают и выключают конечные выключатели 21 типа МП-1 и тем самым обеспечивают включение требуемых частот вращения шпинделя для каждой операции.
Реверс вращения шпинделя, необходимый для нарезания резьбы, осуществляется с помощью переключателя реверса 34. На конце дополни-тельного вала V1 при помощи гайки закреплены, подвижно, два кулачка. Они нажимают, при вращении вала V1, на ролики, укрепленные на рычажке конечного выключателя типа ВК-211. При переключение направление вращения меняется.
На вспомогательных валах 111 и 1V расположены муфты 10 и 11, 48 и 49, включая которые, осуществляют передачу движения различным механизмам автомата. На распределительном валу V11 расположены барабаны 35 и 36 управляющие переключениями муфт 48 и 49.
Посредством этих муфт производится переключение револьверного суппорта и револьверной головки, подача и зажим материалов, изменение направления вращения и скорости вращения шпинделя.
Насос 50 для подачи в зону резания смазочно-охлаждающей жидкости приводится в движение электродвигателем М3 через червяк 8 и зубчатые колеса. Привод лубрикатора 51 осуществляется от зубчатого колеса установленного на зубчатой муфте 11.