Классификация, номенклатура и размеры выпускаемых изделий
Оглавление
Введение………………………………………………………………….…….9
Технология производств……………………………………………………..11
Номенклатура и размеры выпускаемых изделий……………………..……13
Схема технологической линии производства панелей…………………….19
Суть работы заводской лаборатории и отдела технического контроля (ОТК)…………………………………………………………………………..20
Охрана труда и техника безопасности……………..………………………..23
Список использованной литературы…………………………………..……29
Введение
Участок ДСК располагается на территории 82 760м2.
Имеется ж/д ветка протяжённостью 269м.п. (временно не используется). Автотрасса республиканского значения позволяет осуществлять связь с городами Ростов на Дону, Ставрополь, Сочи и др.
Аэропорт расположен в 12км от предприятия.
Участок ДСК занимается выпуском сборного железобетона для строительства домов серий «ПБКР-1» (панельно-блочное строительство) - проектная мощность 45 000м2 в год и «КПД - Кубань 2» (крупнопанельное домостроение) - мощность 60 000м2 в год.
Выпуск бетонных смесей осуществляется БСЦ (бетоносмесительным цехом) с мощностью 70 000м3 в год.
Выпуск ж/б изделий осуществляется тремя производственными цехами: ЦОЭ (цех объемных элементов), КПД (цех крупнопанельного
домостроения) и ЦД (цех доборов).
На территории предприятия располагаются цеха и службы, обслуживающие формовочные цеха: бетоносмесительный цех (БСЦ), арматурный цех (АЦ), транспортный цех (ТЦ), компрессорная, котельная, электроцех, крановая группа.
Площади цехов
1. КПД - 9547.20м2
2. ЦОЭ - 14425.80м2
3. ЦД - 4 468.24м2
4. Арматурный - 3515.10м
5. Котельная - 919.60м2
6. Компрессорная - 1074.00м“
7. БСЦ - 185.14м2
8. Электроцех - 28.00м2
Поставка крупного и мелкого заполнителей осуществляется автотранспортом, складируются на складе заполнителей. Поставка цемента осуществляется ж/д и автотранспортом. Через приемное устройство выгружается и хранится на складе цемента. По трубопроводу под давлением воздуха цемент поступает в циклон для осаждения цемента и очистки воздуха, а оттуда в накопительный бункер. Посредством транспортера крупный и мелкий заполнители поступают в накопительные бункера. Через дозаторы цемент, крупный и мелкий заполнители, вода и добавки поступают в бетоносмеситель для приготовления бетонной смеси. Подача бетонной смеси в производственные цеха осуществляется либо бетоновозными тележками по галерее подачи бетона, либо автотранспортом.
Склады БСЦ
1. Склад песка - 1 000 
2. Склад щебня - 1 000м3
3. Склад керамзита - 600 (6 силосов по 100м )
4. Ёмкости цем. склада - 180т (3 банок по 90т)
Изготовление арматурных изделий и закладных деталей,
необходимых для армирования ж/б изделий, производится в арматурном цехе. Поставка арматуры и листовой стали осуществляется автотранспортом, выгружается кранбалкой. Цехом используется одно- и многоточечная контактная сварка, ручная электродуговая сварка, сварка в среде защитного газа. Места сварки оборудованы вытяжной вентиляцией. Также цехом используются правильно-отрезные станки, гибочные станки, гильотина. Поставка арматурных изделий в формовочные цеха осуществляется автотранспортом.
Формовочными цехами осуществляется производство ж/б изделий необходимой номенклатуры. Технология формовки состоит из следующих этапов: чистка и смазка металлоформ, армирование ж/б изделия (для наружных стеновых панелей укладка пенополистирольных плит) согласно проектной документации, формовка (укладка бетонной смеси и её уплотнение) ж/б изделий, тепловая обработка заформованных изделий, выгрузка готовых изделий. Металлоформы смазываются эмульсионной смазкой «Вексанол» или ЭО-2 в зависимости от технологии. Уплотнение бетонной смеси осуществляется электрическими и пневматическими вибраторами. Тепловая обработка изделий осуществляется паром контактным (подача пара непосредственно в камеру тепловой обработки) и бесконтактным (термоподдоны, кассетные установки - подача пара в паровые рубашки металлоформ) способами. Получение и распределение пара по цехам осуществляется из котельной предприятия. Котельная оборудована двумя котлами, работающими на газе мощностью 92 160 тонн пара в год.
После выгрузки изделия доводятся до заводской готовности и складируются на складах готовой продукции при цехах.
Склады цехов
1. Пристройка ЦОЭ - 108.00м2
2. Полигон № 1 - 1135.00м2
3. Склад КПД - 3888.00м2
Оттуда грузятся на автотранспорт и доставляются на монтажные участки.
Технология производства
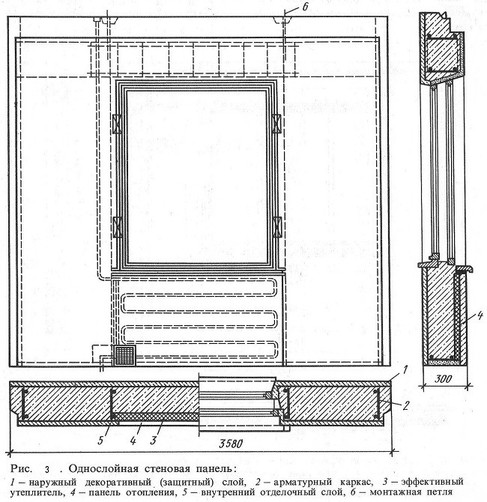
Панели бетонируют методом непрерывного формования полос длиной 150—200 м, шири--ной по 1,2 м. Полосы располагают одна над другой в 5—6 ярусов. На полигоне одновременно размещается до 14 тыс. м2 панелей. Формование производят со скоростью 0,7 м/мин.
Агрегат установлен на самоходном портале, который перемещают по рельсам вдоль стенда. Формующая часть состоит из трех последовательно расположенных бункеров е бетоном для каждого слоя, трех вибраторов, уплотняющих бетон каждого слоя, проволоко-ноддерживающей диафрагмы, обеспечивающей проектное положение арматуры, и боковых профилирующих устройств, образующих боковые грани панели.
Тяжелый бетон нижнего слоя, поступающий из первого бункера, уплотняют при формовании нижним вибратором, расположенным над нижним рядом струн. Аналогичным образом укладывают и уплотняют средний слой из легкого бетона и верхний из тяжелого.
При формовании вышележащих полос ианелей нижняя полоса используется в качестве поддона. Для предотвращения сцепления свежеуложенного бетона с полосой-поддоном на него наносят водный меловой раствор. После того как бетон приобрел необходимую прочность, полосы разрезают карборундовым диском на панели заданной длины (6 или 12 м) и скадывают в штабеля. Перед формующей частью бетонирующего комбайна уста-
новлен лист — диаграмма с отверстиями для пропуска проволоки, фиксирующий ее положение. Основным недостатком описанного метода является сезонность работы бетонирующего комбайна, но его можно устранить обогревом бетонируемых лент с помощью различных устройств и теплоносителей.
Изготовление трехслойных железобетонных и керамзитобетонных стеновых панелей, в качестве утеплителя которых использован пенополистирол, состоит чз трех основных производственных операций: предварительное вспенивание гранул полистирола, формовка панелей и последующая термообработка.
Гранулы полистирола предварительно вспениваются в горячей воде при температуре 95—100° С до заданного насыпного веса. Время предварительного вспенивания гранул определяют исходя из предъявляемых требований к пенопласту в конструкции по прочности и объемному весу.
Технологический процесс производства железобетонных стеновых панелей марки ПСБ состоит из следующих операций.
На поддон металлической формы опалубки укладывается слой бетона, армированный каркасами, и уплотняется. Укладка предварительно вспученных гранул на провибрированную бетонную поверхность панели производится с помощью транспортера-бетоноукладчика, на который поступают из бункера вспененные гранулы полистирола. Дозировка гранул на одну панель выполняется по объему (объем гранул должен равняться объему теплоизоляционного слоя готового изделия). Разравнивание гранул полистирола производится с помощью деревянной рейки. Во избежание перемешивания гранул с бетоном по полистиролу укладывается тканая сетка (ГОСТ 3826-66) с ячейкой не более 10X10 мм, после чего подается бетон и виброрейкой уплотняется верхний слой.
Свежеотформованные стеновые панели до помещения в пропарочную камеру или подачи пара в форму выдерживаются не менее 2—3 ч. Пропаривание изделий без предварительной выдержки запрещается.
Скорость подъема температуры должна быть не более 25° С в час. Увеличение продолжительности термообработки изделий при температуре 95—100° С сверх указанного времени не рекомендуется ввиду возможного разрушения (оплавления) пенополистирола.
Приведенная выше технология предусматривает высокую заводскую готовность элементов: устройство фактурного наружного слоя в стеновых панелях, установку оконного заполнения.
Проведенные экспериментальные исследования показали, что изготовление стеновых панелей, утепленных пенополистиролом, возможно на существующем оборудовании и по принятой технологии. Для упрощения технологии изготовления стеновых панелей и повышения оборачиваемости форм опалубки, пенополистирол марки ПСБ можно применять в виде заранее изготовленных плит
Классификация, номенклатура и размеры выпускаемых изделий
Согласно ГОСТ 11024-84, панели стеновые наружные бетонные классифицируют по следующим признакам, характеризующим их типы:
- назначению в здании;
- конструктивному решению;
- числу основных слоев.
По назначению в пределах конкретного здания панели стеновые наружные бетонные подразделяют на панели для:
- надземных этажей;
- цокольного этажа или технического подполья;
- чердака.
По конструктивному решению панели стеновые бетонные наружные подразделяют на:
- цельные;
- составные.
По числу основных слоев панели подразделяют на:
- однослойные
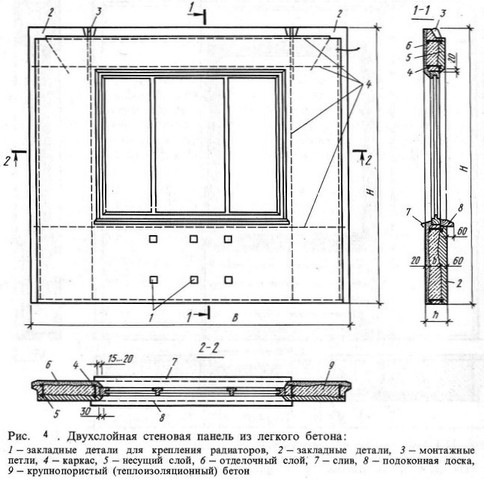
- двухслойные
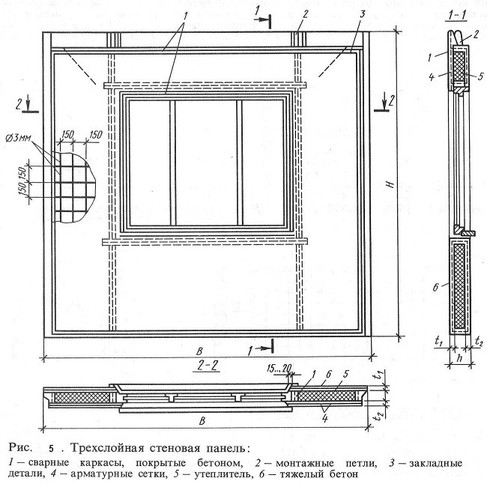
- трехслойные
Согласно ГОСТу 11024-84, панели стеновые бетонные наружные подразделяются на панели для надземных этажей, панели для цокольных этажей и панели для чердака.
Панели стеновые наружные бетонные для надземных этажей:
1НС - цельные однослойные;
2НС - цельные двухслойные;
3НС - цельные трехслойные;
4НС - составные однослойные;
5НС - цельные двухслойные;
6НС - цельные трехслойные.
Панели стеновые наружные бетонные для цокольного этажа или технического подполья:
1НЦ - цельные однослойные;
2НЦ - цельные двухслойные;
3НЦ - цельные трехслойные;
5НЦ - составные двухслойные;
6НЦ – составные трехслойные.
Панели стеновые наружные бетонные для чердака:
1НЧ - цельные однослойные,
2НЧ – цельные двухслойные,
3НЧ – цельные трехслойные,
4НЧ - составные однослойные,
5НЧ – составные двухслойные,
6НЧ - составные трехслойные.
Согласно ГОСТ 11024-84, координационные размеры панелей при отсутствии разделяющих элементов в местах их сопряжений со смежными конструкциями здания следует принимать по нормативной таблице.
Если в местах сопряжений панелей имеются разделяющие элементы, координационные длина и высота панелей должны быть равны соответствующим размерам, приведенным в таблице и уменьшенным на величины, зависящие от координационных размеров разделяющих элементов и определяемые согласно СТ СЭВ 1001.
Табл.1 Основные размеры стеновых наружных бетонных панелей