Токарные станки с ЧПУ. Компоновки и движения, структурные схемы, устройства основных узлов, технологические возможности
Билет №17
Зубофрезерные станки с ручным управлением. Компоновки и движения, структурные схемы, устройства основных узлов, технологические возможности и наладка на основные виды работ.
Токарные станки с ЧПУ. Компоновки и движения, структурные схемы, устройства основных узлов, технологические возможности
1. Зубофрезерные станки предназначены для нарезания цилиндрических колес с прямыми зубьями, червячных и цилиндрических колес с винтовыми зубьями.
В первых двух случаях настраиваются три гитары (скоростная, делительная и подача), в третьем — помимо этого и дифференциальная гитара.
Нарезание червячных колес может производиться также методом осевой (тангенциальной) подачи фрезы. В этом случае для придания фрезе автоматического осевого движения конструкция суппорта видоизменяется.
Формообразование цилиндрического зубчатого колеса по методу обкатки зубчатой пары винт — колесо заключается в том, что в процессе обработки зубчатого колеса воспроизводится червячное зацепление, один элемент которого (винт) является режущим инструментом, а другой (колесо) —заготовкой. В результате взаимной обкатки на ободе заготовки образуются зубья.
Схема зубофрезерного станка приведена на рис. 12.
На основании коробчатой станины 8 смонтированы кронштейн 1 с закрепленными на нем приводами 2 и 3 и суппортом 4, стол 7 и дополнительная опора 6. Привод 2 приводит в движение все основные механизмы станка, привод 3 предназначен для придания ускоренного перемещения суппорту.
Круглый стол 7 станка установлен на горизонтальных направляющих станины и имеет поперечное перемещение на полную высоту фрезеруемого зуба. На столе помещена оправка, предназначенная для установки и крепления заготовки 5.Оправка заготовки позволяет устанавливать несколько деталей для одновременной обработки. Верхний конец оправки дополнительно поддерживается подвижной опорой.
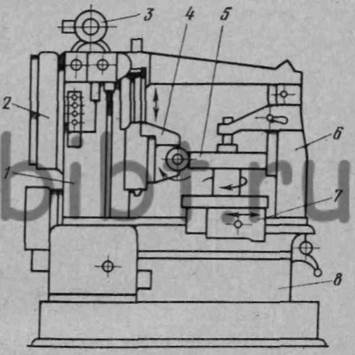
Рис. 12. Конструктивная схема зубофрезерного станка: 1 — кронштейн, 2, 3 — приводы, 4 — суппорт, 5 — заготовка, 6 — опора, 7 — стол, 8 — станина
2. Токарные станки с ЧПУ Назначение: Токарная обработка деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Станок предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении.
Токарный станок 16К20Ф3 сконструирован на базе токарно-винторезного станка 16К20, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована также конструкция.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СТС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Область применения: Мелкосерийное серийное производство.
Главное движение сообщается шпинделю VI. Источником движения служит электродвигатель М1. Автоматическая коробка скоростей (АКС) 5 с электромагнитными муфтами обеспечивает автоматическое переключение частоты вращения. Коробка связана с двигателем и со шпиндельной бабкой клиноременными передачами.
Вращение в передней бабке с вала IV передается через зубчатые колеса на вал V и далее включением зубчатых колес или на шпиндель VI. При включении зубчатой пары шпиндель получает частоты вращения 35…560 мин–¹, а при включении зубчатых колес – 100…1600 мин–¹. Таким образом, шпиндель может получить 18 частот вращения (9 + 9), но, так как 6 из них повторяются, он имеет двенадцать рабочих частот вращения 35…1600 мин–1.
Приводы продольной и поперечной подачи могут иметь два исполнения: шаговый электрогидравлический (разомкнутая система ЧПУ) и с регулируемыми электродвигателями постоянного тока. В приводах подачи применяются беззазорные шариковые передачи 9 и 10 с шагом р = 10 мм для продольного и шагом р = 5 мм для поперечного перемещения. Продольное и поперечное перемещения каретки 2контролируются датчиками обратной связи 10 и 11 соответственно, которые вращаются от ходовых винтов через беззазорные зубчатые передачи.
Для нарезания резьбы по программе станок оснащен датчиком нарезания резьбы 12 типа ВЕ-51. Вращение датчика осуществляется также через беззазорную зубчатую передачу. Поворот резцедержателя происходит от электродвигателя М4 через передачи и, причем в начальный момент движения муфты М1 вал VII подается влево, торцевая плоскозубая муфта М2 расцепляется, и происходит поворот резцедержателя в нужную позицию, которая контролируется специальным блоком конечных выключателей 13. Затем направление вращения двигателя М4 и муфты М1 изменяется, вал VII подается вправо, сжимая пружину 14, и резцедержатель фиксируется муфтой М2. Начинается цикл обработки