Характеристика продукции что выпускается
ВВЕДЕНИЕ
Благодаря хорошему развитию строительной сферы, мы сегодня может без особых проблем воплотить любые наши дизайнерские идеи. Одним из современных отделочных материалов, который подвергается лучшей обработке – гипсокартон. Именно многофункциональность данного материала объясняет такое широкое использование материала. С точки зрения дизайнерской стороны, гипоскартон поддаётся большому количеству усовершенствований. Если вам не нравиться цвет, форма, вы всегда можете его покрасить и подредактировать форму. Гипсокартон прекрасно себя чувствует в любых условиях внутри помещений, а так же имеет большой список хозяйственно-полезных качеств.
Гипсокартонные листы состоят из гипсового сердечника, армированного специальными компонентами и покрытого с обеих сторон картоном. Сцепление картона с сердечником обеспечивается с помощью клеящих добавок. Картон выполняет роль как армирующего каркаса, так и отличной основы для разнообразных декоративных покрытий (краски, обои, облицовочные плитки, декоративные штукатурки и т. п.). По своим физическим и гигиеническим свойствам гипсокартон идеально подходит для жилых помещений, гипс не содержит токсических компонентов и не оказывает вредного воздействия на окружающую среду. Гипсокартон относится к группе горючести "Г1" по Гост 30244 и группе трудногорючих (трудносгораемых) материалов по СТС ЭВ 2437. В зависимости от назначения гипсокартонные листы выпускаются с продольными кромками трех типов: "УК"; "ПУК" и "ПК"
Технико экономическое обоснование проекта
Рынок гипсокартона за период кризиса уменьшился практически наполовину вместе с рынком недвижимости. О падении спроса на эту продукцию специалисты заговорили еще в начале 2008 года, когда рынок недвижимости начал входить в состояние стагнации. Так, уже в апреле - июне 2008 года по данным Ассоциации «Всеукраинский союз производителей стройматериалов и изделий» продажи гипсокартона выросли всего на 10%, тогда как годом ранее рост был на уровне 40%. Так чутко рынок мгновенно отреагировал на снижение объемов строительных работ.
По оценкам специалистов компании Lafarge Gips, емкость отечественного рынка гипсокартона динамично увеличивалась до 2008 года включительно. Если в 2004 году составляла 44 млн кв.м, то в 2008-м - 95 млн кв.м. В 2009 году в связи с кризисом объём рынка гипсокартона снизился более чем на 30%, и составил порядка 65 млн кв.м
| Период | Объем |
| 2004 год | 44 млн кв.м |
| 2005 год | 57 млн кв.м |
| 2006 год | 70 млн кв.м |
| 2007 год | 87 млн кв.м |
| 2008 год | 95 млн кв.м |
| 2009 год | 65 млн кв.м |
По данным компании Lafarge Gips
Но, несмотря на рост емкости рынка в 2008 г., именно в этот году началось существенное снижение спроса
1.2 Входные данные для расчета проекта
Характеристика продукции что выпускается
Гипсокартонные листы, выпускающиеся промышленностью, подразделяются на несколько видов по размерам, толщине и техническим характеристикам. Сегодня наиболее распространены листы размерами 1,2х2,5 м и 1,2х3 м, которые определяют удобство в транспортировке и технологичности обшивки больших помещений. Минимальная толщина стандартных листов составляет 6,5 мм, такой гипсокартон, получивший, благодаря своей способности легко гнуться, название "арочного", используется для обшивки арок. Наибольшая толщина – 24 мм (применяется для обшивки бетонных, кирпичных или деревянных стен), а самая ходовая колеблется около 12-12,5 мм – именно из этого листа возводятся перегородки или самостоятельные внутренние стены.
По функциональности гипсокартон подразделяется на четыре основных вида. Рассмотрим их подробнее [1].
1).Обычный гипсокартон. Применяется для отделки помещений, температурный режим которых стабилен, а влажность достаточно невысока – это обычно жилые комнаты квартиры или дома, такие как гостиная, спальня, детская или рабочий кабинет.
2).Влагостойкий гипсокартон. Благодаря применению при его производстве специальных водоотталкивающих веществ (добавки в гипс и пропитка картона) этот вид гипсокартона, защищённого от разрушительного воздействия плесени, применяется для облицовки ванных комнат, банных помещений, бассейнов и прочих помещений подобного типа.
3). Огнестойкий гипсокартон. Обрабатывается составами, повышающими его огнестойкость, и применяется для отделки помещений, небезопасных в пожарном отношении, например на автозаправках, в авторемонтных мастерских или на складах горюче-смазочных материалов.
4). Гипсокартон, обладающий одновременно как влагостойкими, так и огнестойкими качествами. Приемлемая цена также является одним из самых важных достоинств гипсокартона как достаточно популярного строительного и отделочного материала. Хотя стоимость облицовочного листа зависит не только от его размера и толщины, а и от вида и типа, специалисты считают общую стоимость гипсокартона весьма приемлемой, так как эта цена полностью оправдывает качество. Достоинство гипсокартона заключается в исключительной широте его применения. Ни один ремонт или перепланировка помещения сегодня не обходятся без этого материала. Он одинаково хорош и для строительства, и для внутренних отделочных работ. Гипсокартонными листами можно облицевать в доме любые стены, можно из них смонтировать подвесные потолки самой разной сложности, также именно с помощью гипсокартона лучше всего скрыть все неровности на стенах и потолках или укрыть им те места, которые больше всего подвержены вредному воздействию окружающей среды. Виды листов, их особенности и области применения показаны в таблице 1
Таблица 1. Виды листов, их особенности и области применения

По форме листы гипсокартонные представляют собой прямоугольные элементы со следующими номинальными геометрическими размерами:
Размеры листов показаны на таблице 2
Таблица 2. Размеры листов в мм

Отклонение от размеров показаны в таблице 3.
Таблица 3. Отклонение от размеров

2. Общие технические требования
Листы гипсоволокнистые должны выполнятся в соответствии с требованиями действующего стандарта по технологическому регламенту, утвержденному предприятием-изготовителем. На лицевой поверхности листов не должно быть масляных пятен, задиров, налипов, не допускаются повреждения углов, продольных и торцевых кромок. На кромках допускаются отпечатки толкателей и центрирующих устройств штабелеформирующей машины.
Характеристики. Масса 1 м2 листов в килограммах должна быть не менее 1,05s и не более 1,25s, где s — номинальная толщина листа в миллиметрах.
Поверхностное водопогпощение листов ГВЛВ не должно быть более 1,0 кг/м2, твердость лицевой поверхности гипсо-волокнистых листов должна быть не менее 20 МПа.
Огнестойкость листов гипсокартона достаточно высокая. Листы ГВЛ и ГВЛВ относятся к группе горючести II по ГОСТ 30244, группе воспламеняемости В1 по ГОСТ 30402. Звукоизоляционные свойства гипсокартона увеличиваются за счет пористой слоистой структуры материала. Кроме того, воздушная прослойка между ограждающей конструкцией и листами гипсокартона значительно увеличивает общую звукоизоляцию стены. В целом на звукоизоляционные свойства стены оказывает влияние толщина ГКЛ, количество устанавливаемых листов и глубина каркасного пространства. Для увеличения звуко и теплоизоляции стен каркасное пространство заполняется изоляционными материалами, добиваясь требуемых характеристик ограждающих конструкций. При этом следует особое внимание уделить герметизации стыков между листами утеплителя [2].
Маркировку листов производят на тыльной стороне каждого изделия несмываемой краской при помощи трафаретов, штампов или другим способом, обеспечивающим необходимое качество маркировки. Маркировка должна быть качественной и содержать:
— товарный знак или наименование предприятия-изготовителя;
— условное обозначение листов.
Надписи должны выполняться синим цветом. Маркировку транспортных пакетов листов производят при помощи ярлыков, прикрепленных к пакету. На ярлыке должно быть указано:
— наименование предприятия-изготовителя, его товарный знак и адрес;
— условное обозначение листов;
— номер партии и дата изготовления;
— количество листов в квадратных метрах или в штуках;
— знак соответствия при поставке сертифицированной продукции;
— штамп службы технического контроля.
Приобретение листов нужно производить партиями, необходимыми на полный объем облицовочных работ. Партия должна состоять из листов одного вида, одного типа продольных кромок и размеров, изготовленных по одной технологии и из одних и тех же материалов. Отобранные листы проверяют на соответствие требованиям действующих стандартов.
Для определения массы 1м2 листа вырезают по одному образцу длиной 300±5 мм на расстоянии не менее 100 мм от кромки листа. Образцы взвешивают, помещают в сушильный шкаф и сушат-24 часа при температуре 41С0. После этого образец снова взвешивают и помещают в сушильный шкаф еще на 2 часа. Образцы должны быть высушены до постоянной массы. При этом массу считают постоянной, если расхождение между результатами двух последних взвешиваний не будет превышать 0,1 % результата предпоследнего взвешивания. Время сушки между двумя последними взвешиваниями должно быть не менее 2 часов. Массу 1м2 листа определяют по формуле:
m = m1 / lb (1)
где m1 — масса образца, высушенного до постоянной массы, кг; I — длина образца, м; b — ширина образца, м.
Твердость лицевой поверхности гипсоволокнистых листов проверяют вдавливанием шарика определенного диаметра под действием заданной нагрузки на лицевую поверхность образца. Глубину вдавливания измеряют под нагрузкой, а площадь поверхностного отпечатка рассчитывают по его глубине. Для этого вырезают образец с размерами сторон не менее. 100 мм, высушивают его до постоянной массы. Аппаратура для испытания должна состоять из корпуса, несущего подъемную платформу с рабочим столом, стального закаленного и отполированного шарика диаметром (10,0 ±0,1) мм с соответствующими крепежными деталями и устройством для плавного (без толчков) приложения нагрузки. Аппаратура должна быть оснащена устройством для измерения глубины вдавливания шарика с точностью до ±0,005 мм.Транспортирование листов допустимо всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта. Транспортирование осуществляют в пакетированном виде. Транспортные пакеты формируют из листов одного вида, типа продольных кромок и размеров с использованием поддонов или подкладок, которые изготовляют из древесины, гипсоволокнистых листов и других материалов. В качестве обвязок применяют стальную или синтетическую ленту. Транспортные пакеты могут быть упакованы в полиэтиленовую термоусадочную пленку. Число обвязок, их сечение, размеры подкладок и поддонов устанавливают в технологическом регламенте изготовителя.
Перемещение листов к месту складирования или транспортировки следует выполнять только в вертикальном положении. Хранение гипсоволокнистых листов осуществляют в помещениях с сухим и нормальным влажностными режимами раздельно по видам и размерам.
ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
Технологическая схема
Описание технологической схемы производства гипсокартонных листов (а изготавливают их на конвейере) мы начнём с перечисления всех её этапов:
Технологическая схема производства гипсокартонных листов показана на рисунке 4.

Рисунок 4. Технологическая схема производства гипсокартонных листов
Сначала гипсовое сырьё загружается в силос, потом с помощью донного разгружателя (это оборудование монтируется на нижней части силоса) подаётся на элеватор, откуда транспортируется в бункер весового дозатора, а после уже в бетономешалку.
Отходы гипсокартона дробятся и через систему пылеосаждения идут в бункер одного из дозаторов. Из другого дозатора в смесь вводят различные добавки, ускоряющие схватывание гипсового вяжущего. Из третьего подаётся крахмал (модифицированный).
Специальная стеклорубочная машина мелко нарезает стекловолокна, которые поступают в конечном итоге в гипсобетономешалку. Туда же подаются и изготовленная посредством пеногенератора техническая пена, и дисперсно-армирующая пульпа, и гидрофобизирующая добавка (используется при производстве влагостойких гипсокартонных листов).
Картон на завод поставляется в рулонах, поэтому конвейерная линия, используемая для производства листов, устроена так, что сначала он разматывается на специальном оборудовании — разматывателях. Формовочное сырьё попадает из гипсобетономешалки на лицевой картон (он располагается на формовочном столе), тыльный картон приклеивается сверху, а затем идёт следующая линия конвейера, где вся масса должна застыть (конвейер схватывания).
На конвейере схватывания гипсокартонная лента обрабатывается с помощью кромкообразующих и "выглаживающих" устройств.
После материал идёт по роликовому конвейеру к специальным ножницам, где разрезается соответственно заданной длине (с определённым припуском). Во время прохождения отрезка пути от конвейера схватывания до ножниц, гипсокартонная лента окончательно застывает, а перед самой резкой — маркируется [6].
Далее полученные гипсокартонные листы складываются попарно и высушиваются, бракованные же экземпляры отправляются на переработку или утилизируются.
После сушки изделия подаются на станок для торцовки, где обрезаются более точно. Следом за окончательной обрезкой полученный строительный материал штабелируется и отправляется на склад.
На этом описание технологической схемы производства гипсокартонных листов можно закончить.
Технологическая схема производства гипсокартонных листов показана на рисунке 4.
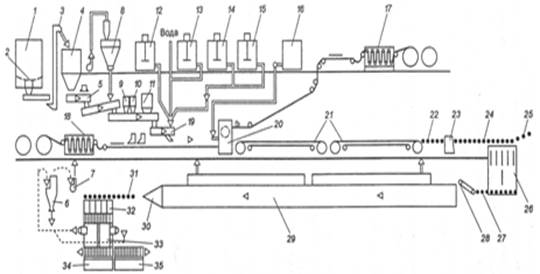
1 - силос гипсового вяжущего; 2 - донный разгружатель; 3 - элеватор; 4 - промежуточный бункер; 5 - весовой дозатор; 6,7 - системы пылеосаждения; 8 - бункер; 9 - дозатор; 10 - дозатор крахмала; 11 - стеклорубочная машина; 12 - пено- генератор; 13 - емкость для растворов добавок (ЛСТ); 14 - гидроразбиватель макулатуры; 15 - емкость для гидрофобизи- рующей жидкости; 16 - емкость для клея; 17, 18 - разматыватели картона; 19 - гипсобетономешалка; 20 - формовочный стол; 21 - конвейер схватывания; 22 - рольганг; 23 - ножницы; 24 - ускоряющий рольганг; 25 - конвейер сброса влажных отходов; 26 - поперечный стол; 27 - ленточный транспортер; 28 - загрузочный стол; 29 - сушило; 30 - вытяжное устройство; 31 - ускоряющий конвейер; 32 - поперечный стол; 33 - станок для торцовки; 34 - штабелировщик; 35 - пост упаковки
Рисунок 4. Технологическая схема производства гипсокартонных листов