Подготовка оптических волокон к сварке
Цель работы
Целью настоящей работы является приобретение навыков сварки одномодовых волокон с последующей заделкой места сварки световодов при помощи термоусаживаемых гильз.
Задание
2.1.Изучить конструкции оптических волокон.
2.2.Изучить конструкцию сварочного аппарата FSM-30S.
2.3.Ознакомиться с оборудованием рабочего места.
2.4.Произвести разделку оптического модуля.
2.5.Осуществить подготовку оптического волокна к сварке.
2.6.Установить оптические волокна в сварочный аппарат.
2.7.Произвести сварку волокон и оценить потери на сростке.
2.8.Укрепить место сварки световодов термоусаживаемой гильзой.
Теоретические сведения
Конструкция сварочного аппарата FSM-30S
Аппарат электродуговой сварки FSM-30S разработан для сварки оптических кварцевых волокон. На данном аппарате возможна сварка одномодового (SM), многомодового (MM), со смещенной дисперсией (DS),со сдвинутой частотой отсечки (CS) и легированного эрбием (ED) волокна. Также возможна сварка волокна с титановым покрытием и углеродистой оболочкой. Внешний вид сварочного аппарата показан на рис.1.1.
Сварочный аппарат автоматически выполняет установку зазора между волокнами, юстировку сердцевины и оболочки, оценку потерь при сварке посредством определения положения сердцевины свариваемых волокон с помощью встроенного микропроцессора.
Метод юстировки сердцевин используется для волокон типа SM, DS, CS. Метод юстировки оболочек используется для волокон типа MM и ED .
В сварочный аппарат встроены три типа датчиков окружающей среды: датчик давления, термометр и гигрометр. Эти датчики корректируют мощность электрической дуги с учётом изменений атмосферного давления, температуры и влажности.
Сварочный аппарат снабжён встроенным нагревателем для прогрева термоусаживаемых гильз. Питание сварочного аппарата осуществляется переменным током напряжением от 85 до 265 В (50/60 Гц) или постоянным током напряжением от10 до 15 В.
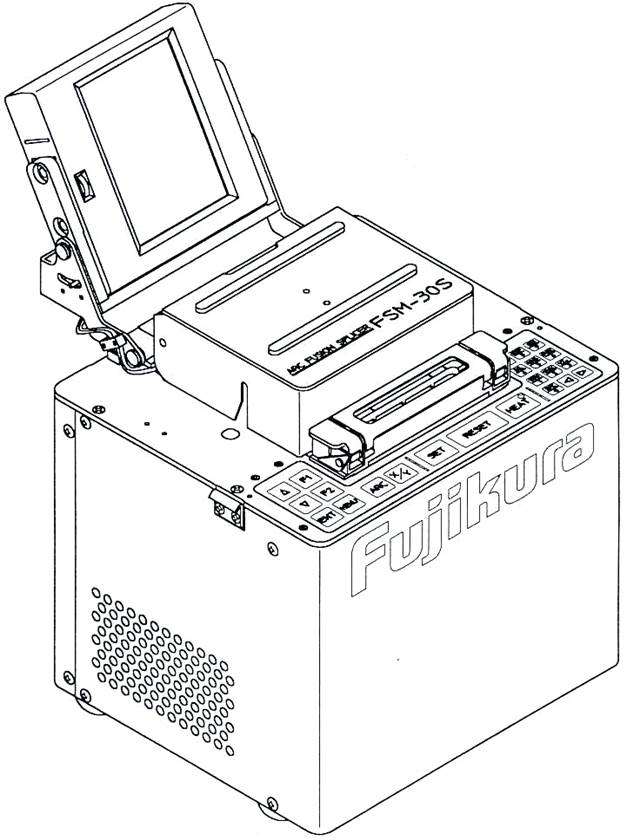
Рис. 1.1. Внешний вид сварочного аппарата FSM-30S
На рис. 1.2. представлен сварочный аппарат FSM-30S(вид сверху) с указанием основных элементов. Назначение этих элементов приведено в табл.1.1.
Таблица 1.1
| № элемента | Наименование | Назначение элемента |
| Клавиатура | Используется для управления сварочным аппаратом | |
| Нагреватель для прогрева термоусаживаемых гильз | Используется для прогрева термоусаживаемых гильз | |
| Зажимы нагревателя термоусаживаемой гильзы | Осуществляют прижим оптического волокна в процессе нагрева термоусаживаемой гильзы | |
| Индикатор нагрева | Светодиодный индикатор горит в течении процесса нагрева | |
| Встроенный экран | Позволяет осуществлять визуальный просмотр волокон в процессе автоматической сварки | |
| Ручка регулировки яркости экрана | Устанавливается яркость экрана | |
| Фиксатор защитной крышки для элементов подачи волокна | Верхняя крышка закрепляется за эти фиксаторы для того, чтобы оградить элементы подачи волокна от повреждения |
На рис. 1.3. показан сварочный аппарат FSM-30S (вид cпереди). Назначение элементов аппарата указано в табл. 1.2.
Таблица 1.2
| № элемента | Наименование | Назначение элемента |
| Верхняя крышка | Когда аппарат не используется, верхняя крышка защищает прецизионные части оборудования | |
| Крепёж рабочего столика | Для поддержки рабочего столика |
На рис. 1.4 сварочный аппарат FSM-30S показан сбоку. В табл. 1.3 приведено назначение элементов.

Рис. 1.2. Сварочный аппарат FSM-30S (вид сверху)

Рис. 1.3. Сварочный аппарат FSM-30S (вид спереди)

Рис. 1.4. Сварочный аппарат FSM-30S (вид сбоку)
Таблица 1.3
| № элемента | Наименование | Назначение элемента |
| Защитная крышка | Защищает электрическую дугу от ветра, так как ветер может стать причиной нарушения работы электрического разряда. При открытой крышке электрический разряд автоматически блокируется | |
| Гнездо предохранителя переменного тока | Используется предохранитель на 3,15А | |
| Гнездо предохранителя постоянного тока | Используется предохранитель на 6,3А | |
| Индикатор входного постоянного напряжения | Отображает уровень постоянного напряжения питания (зеленый-нормальный, красный- завышенное или заниженное) | |
| Крышка карты памяти | Защищает слот карты памяти. Если сварочный аппарат снабжен адаптером карты памяти, крышка открывается, вставляется карта памяти IS | |
| Выключатель питания | Выключатель имеет три положения (включено питание постоянным током-выключено-включено питание переменным током) | |
| Вход питания постоянным током | Используется для присоединения шнура питания постоянным током | |
| Гигрометр | Служит для измерения влажности | |
| Разъем видеовыхода | Используется для вывода видеосигналов в формате NTSC | |
| Термометр | Измерение температуры | |
| Терминал RS-232 | Ввод и вывод данных, основанных на протоколе RS-232C | |
| Вход питания переменным током | Для присоединения шнура питания переменным током | |
| Разъем заземления | При использовании источника питания постоянным током, у которого на разъеме нет клеммы для заземления |
На рис.1.5 представлена область непосредственного ввода волокна (вид сверху), с указанием основных элементов. Назначение этих элементов представлено в табл.1.4.
Таблица 1.4
| № элемента | Наименование | Назначение элемента |
| Элемент механизма подачи волокна | Элемент механизма подачи состоит из V-образной канавки, зажима для защитного покрытия и зажима для оболочки волокна | |
| Линзы объектива | Увеличивают изображение волокна | |
| Электрод | Используется для создания электрической дуги во время сварки волокна | |
| Светодиодная лампа | Для освещения волокна с целью его отображения на экране | |
| Крышка электрода | Служит для защиты электрода в процессе работы | |
| Прецизионная V-образная канавка | Для юстировки волокон прецизионными сдвигами | |
| Зажим защитного покрытия волокна | Используется для фиксации волокна в V-образной канавке | |
| Зажим волокна | Фиксирует волокно в правильном положении зажимая его за оболочку | |
| Опускающееся зеркало | Используется для просмотра волокна в плоскостях X и Y. Зеркало двигается вверх и вниз синхронно с защитной крышкой | |
| Фиксатор электрода | Для юстировки и фиксации электродов в правильном положении |
На рис.1.6 показана клавиатура аппарата FSM-30S. Назначение кнопок клавиатуры приведено в табл.1.5 .
Таблица 1.5
| № элемента | Наименование | Назначение элемента |
| RESET (Сброс) | Для загрузки и выхода из любой процедуры за исключением процесса нагрева термоусаживаемой гильзы | |
| SET (Запуск) | Для начала сварки или для выхода из состояния ”PAUSE”. | |
| X/Y | Изменяет плоскость изображения с X на Y или Y на X | |
| ARC (Разряд) | В положении “FINISHED” нажатие кнопки “ARC” приводит к повторному разряду и пересчету оценочных потерь | |
| HEAT (Нагрев) | Включает нагреватель термоусаживаемой гильзы. В процессе нагрева светодиод горит, а в процессе остывания мигает | |
| MENU (Меню) | Служит для показа на экране главного меню или выхода из текущего меню в предыдущее | |
| (Вверх), (Вниз) | Эти стрелки используются для передвижения символа “*” при выборе пункта из меню команд или изменения параметров разряда и т. д. | |
| ENT (Ввод) | Кнопка служит для выбора пунктов в командном меню, а также в качестве кнопки подтверждения | |
| F1,F2 | Эта кнопка служит для выбора различных функций | |
| Alphabetical & Numerical Keyboard | Используется для ввода букв и цифр в параметры или комментарии | |
| <(Влево), >(Вправо) | В режиме командного меню эти стрелки используются для выбора позиции ввода букв комментария. Они также используются для установки календаря и центрирования |

Рис. 1.5. Область V – образной канавки

Рис. 1.6. Клавиатура сварочного аппарата FSM-30S
Подготовка оптических волокон к сварке
Перед сваркой оптических волокон их следует тщательно протереть ветошью, очистив от гидрофобного заполнителя. Ветошь желательно увлажнить техническим спиртом.
Подготовка оптических волокон содержит два этапа:
1 Очистка волокна от внешних покровов.
2 Скалывание волокна под прямым углом.
Для очистки волокна от внешних защитных покровов используются стрипперы. В частности, в комплекте сварочного аппарата FSM-30S предусмотрен стриппер типа PS-02, изображенный на рис.1.7.а.
Стриппер имеет два зажима, на каждом из которых имеются ножи для снятия защитного покрова с волокна. Волокно вводится между двумя слегка разжатыми зажимами до упора с ограничителем (рис.1.7.б).После этого зажимы сводятся, волокно зажимается и пальцы рук располагаются так, как указано на рис.1.7.в.
Подвижная часть стриппера с волокном резко отводится влево, как указано на рис.1.7.г. Волокно проходит через ножи, сдирающие с него внешнее покрытие, зажимы разжимаются и волокно вынимается из стриппера.
Смоченной спиртом ватой волокно протирается до характерного свиста.
Для скалывания волокон под прямым углом применяется специальный инструмент - скалыватель. В комплекте сварочного аппарата FSM-30S имеется скалыватель типа СТ-07.(рис.1.8.а).
Скалыватель предназначен для работы с волокнами, имеющими внешний диаметр 250 и 900 мкм. Скол волокна под прямым углом осуществляется в следующей последовательности. Поднимается зажим 1 и кнопка для ломки волокна 3, как показано на рис.1.8.б. Режущий блок 2 отводится в сторону оператора. Зажим 8 откидывается. Протертое ветошью, смоченной в спирте, волокно укладывается в канавку волоконной платы. Длина волокна должна быть не менее 30 мм. Укладывается волокно таким образом, чтобы край внешних защитных покровов оказался против метки, а конец лежал на подкладке из эластомера 6, параллельно линиям 5. Вначале опускается зажим 8, а затем зажим 1. Режущий блок 2 отводится от оператора по стрелке, изображенной на нем. Режущий диск 7 наносит на волокне царапину (рис.1.8.в). После этого кнопка 3 для ломки волокна опускается и нажимается.
Происходит ломка волокна “наковальней” 4 (рис.1.8.). Поднимается кнопка 3 для ломки волокна, зажим 1, зажим 8. Волокно вынимается и вставляется в V-образную канавку сварочного аппарата.

| |||
 | |||
| |||
|
|

|

|

Рис. 1.7. Технология очистки волокна с помощью стриппера PS-02

| |||||
 | |||||
 | |||||

| |||||
 |  | ||||

 | |||
| |||

 | |||||||||
 | |||||||||
 | |||||||||
|
|


Рис. 1.8. скалывание волокна с помощью скалывателя СТ-07
Порядок выполнения работы
На рис.1.9 в виде блок-схемы представлен алгоритм работы со сварочным аппаратом типа FSM-30S.
Для сварки оптических волокон аппаратом FSM-30S необходимо выполнить следующее:
1. Убедиться, что питание выключено.
2. Вставить шнур питания переменным током в разъем питания
переменным током.
3. Кнопку питания поставить в положение “AC ON” (Питание
включено).
4. Индикатор питания должен гореть зеленым светом.
5. Убедиться, что сварочный аппарат находится в режиме “READ”
(Готов).
6. Внизу жидкокристаллического экрана высветится название
текущего режима сварки.
7. Если этот режим устраивает, то его необходимо оставить и перейти
к следующей операции.
8. Если не устраивает, нажать кнопку “MENU” (Меню). На экране
изобразится главное меню.

 9. Используя стрелки “ ” и “ ”,пододвинуть символ “*” на “MODE
9. Используя стрелки “ ” и “ ”,пододвинуть символ “*” на “MODE
SELECT” (Выбор режима).
10. Нажать кнопку “ENT” (Записать в память).

 11. Стрелками “ ” и “ ”, пододвинуть символ “*” к подходящему
11. Стрелками “ ” и “ ”, пододвинуть символ “*” к подходящему
режиму сварки. Сварочный аппарат FSM-30S может сваривать
многие типы волокон, изменяя параметры электрического разряда
и методы сварки. В наличии имеются тридцать программируемых
и четыре стандартных режима сварки. Набор параметров сварки
называют "режимом сварки".
12. Нажать кнопку “ENT” (Записать в память), после этого выйти в
главное меню, нажав кнопку “MENU”, а затем, нажав вторично
кнопку “MENU”, выйти из этого режима и перейти к режиму
“READ”.
13. Установленный режим сварки отобразится внизу экрана.
14. Продеть одно из волокон через термоусаживаемую гильзу.
15. Удалить стриппером с волокна внешнее защитное покрытие.
16. Тщательно протереть волокно чистой тканью, смоченной в спирте.
17. С помощью скалывателя сколоть волокно. Для волокон диаметром
250 мкм длина скола должна быть в пределах от 8 до 16 мм.
18. Открыть защитную крышку на аппарате.
19. Откинуть левый и правый зажимы для внешнего защитного
покрытия волокна.
20. Поднять зажимы оболочки волокна.

Рис. 1.9 Алгоритм работы со сварочным аппаратом FSM-30S
21. Установить волокно в V-образную канавку, поместив край
внешнего покрытия в правильное положение по меткам
внутри защитной крышки (рис.1.10.).
22. Придерживая волокно, прижать его зажимом оболочки.
23. Аналогично подготовить для сварки второе волокно.
24. Установить второе волокно в V-образную канавку на противоположной стороне аппарата, прижав зажимом оболочки.
25. Закрыть левый и правый зажимы для внешнего защитного покрытия волокна (рис.1.11.).
26. Закрыть защитную крышку.
27. Проверить, светится ли на экране сообщение “READ” (Готов).
28. Если его нет, то нажать кнопку “MENU” (Меню) или ”RESET” (Сброс).
29. Для начала процесса сварки нажать кнопку “SET” (Запуск).
30. Сварочный аппарат сдвигает волокна.
31. В момент сближения волокон для очистки их поверхностей возникает короткая электрическая дуга (оплавление).
32. Сварочный аппарат устанавливает необходимый зазор между концами волокон.
33. После установки зазора сварочный аппарат измеряет и отображает на экране угол скола и анализирует состояние подготовленных к сварке волокон.
34. Если визуально наблюдается плохое состояние волокна, некачественный скол или грязь на поверхности, следует нажать кнопку ”RESET” (Сброс).
35. После этого приготовить концы волокон заново.
36. Убедившись в качественной подготовке волокон, сварочный аппарат производит их юстировку.
37. Волокна движутся друг к другу. Устанавливается узкий зазор между их концами.
38. Генерируется высоковольтный разряд для сварки и волокна свариваются. При этом мощность электрической дуги устанавливается автоматически в соответствии с параметрами окружающей среды при использовании датчика давления, термометра и гигрометра.
39. После элекродуговой сварки сварочный аппарат измеряет величину несоосности сердцевин и исследует место сварки. Величина несоосности сердцевин после сварки отображается на экране (рис. 1.12.).
40. Микропроцессор вычисляет потери при сварке и на экране появляется сообщение “FINISHED” (Сварка готова) и оценочные потери (рис. 1.13.).

Рис. 1.10. Правильное расположение волокна по меткам

Рис. 1.11. Правильная установка волокон в сварочный аппарат
41. Если в точке сварки аппарат обнаружил дефект, над оценочными потерями высветится сообщение об ошибке “BUBBLE” (пузырь), “FAT”(утолщение),”THIN”(утоньшение). (рис. 1.14.).
42. Если оценочные потери больше допустимых, используется повторный электрический разряд, нажатием кнопки “ARC” (Разряд).
43. Сварочный аппарат снова генерирует электродуговой разряд, а затем снова измеряет и отображает величину несоосности сердцевин и оценивает потери.
44. Нажать кнопку ”RESET” (Сброс), чтобы элементы подачи волокна отодвинулись в исходные положения на аппарате. Защитную крышку открыть.
45. Вначале поднять зажимы внешнего покрытия волокна, а затем оболочки.
46. Волокно извлекается из V-образной канавки.
47. Открывается крышка нагревателя.
48. Термоусаживаемая гильза сдвигается на место сварки. Она должна быть в центре зачищенной части волокна.
49. Волокно берется двумя руками и помещается в левый зажим на нагревателе, после чего он закрывается. Волокно слева отпускается.
50. Подтягивая волокно правой рукой направо, левой рукой следует закрыть правый зажим и крышку нагревателя.
51. Середина термоусаживаемой гильзы должна быть в центре керамического нагревателя (рис. 1.15.).
52. Металлический упрочняющий стержень термоусаживаемой гильзы должен быть повернут вниз по направлению к керамическому нагревателю (рис. 1.16.).
53. Нажать кнопку “HEAT” (Нагрев). В начале процесса нагрева загорится светодиод. После двух минут сварочный аппарат прекратит нагрев и начнет охлаждать термоусаживаемую гильзу с помощью встроенного вентилятора.
54. В процессе остывания гильзы светодиод прерывисто мигает. Когда процесс нагрева гильзы завершится, раздастся звуковой сигнал и светодиод перестанет мигать.
55. Крышка нагревателя и зажимы открываются, волокно извлекается из него. Не следует прикасаться к нагретым термоусаживаемой гильзе и керамическому нагревателю.
56. Процесс сварки волокон окончен.


Рис. 1.12. Экран с величинами Рис. 1.13. Экран с конечными
несоосности. потерями при сварке

Рис. 1.14. Экран с обнаружением дефекта при сварке

Рис. 1.15. Расположение термоусаживаемых гильз в сварочном аппарате (вид сверху)

Рис. 1.16. Правильное расположение термоусаживаемой гильзы в нагревателе
5.Содержание отчета
1. Описать процесс подготовки волокон к сварке.
2. Привести блок-схему алгоритма работы сварочного аппарата FSM-30S при сварке волокон.
3. Привести назначение кнопок клавиатуры сварочного аппарата FSM-30S.
4. Описать процесс защиты сростка волокон термоусаживаемой гильзой.
Контрольные вопросы
1. Типы волокон, свариваемые аппаратом FSM-30S.
2. Конструкция сварочного аппарата FSM-30S.
3. Инструмент, используемый для подготовки волокон к сварке.
4. Последовательность операций при подготовке оптических волокон к сварке.
5. Содержание меню сварочного аппарата FSM-30S.
6. Процесс установки волокон в сварочный аппарат для сварки.
7. Операции, производимые FSM-30S после нажатия кнопки ”SET”.
8. Параметры, контролируемые сварочным аппаратом FSM-30S после сварки волокон.
9. Процесс защиты сростка волокон термоусаживаемой гильзой.
10. Техника безопасности при выполнении работ по сварке оптических волокон с использованием аппарата FSM-30S.
Литература
1. Техническое описание и инструкция по эксплуатации сварочного аппарата FSM-30S. Fujikura Ltd. 1998.
2. Specification for primary coat stripper (PS-02). Fujikura Ltd. 1998.
3. Specification for high fiber cleaver (СТ-03/СТ-04/СТ-07). Fujikura Ltd. 1998.