Тарақты иіру жүйесіне техникалық процесстер мен құрал-жабдықтарды таңдау
Тарақты аралас иірімжіпті өндірудің технологиялық процестері мен құрал-жабдықтары 2-кестеде көрсетілген.
2- кесте. Аралас иірімжіпті өндірудің технологиялық процестері мен құрал-жабдықтары
| № | Технологиялық процестер | Құрал-жабдықтар |
| Қопсыту, тазалау, түту | АРТ-120Ш | |
| Майлау, жатқызу, араластыру | ЛРШ-140 | |
| Кардты тарау | Ч-11 | |
| Қабаттау, созу 2 өтім 3 өтім | ЛМШ-220НТ | |
| Тарақты тарау | «Текстиль» | |
| Қабаттау Созба Иірімжіп | П-76ШТ |
Иірудің тарақты жүйесінде (камвольды жүйе) ұзындығы және жіңішкелігі бойынша біртекті ұзын, тегіс жүн қолданылады. 60с жіңішке жүн және I ұзындықтан жоғары (70 мм және одан жоғары), II ұзындықты (55-70 мм) және аралас тарақты, көбінесе ақ жүн (боялмаған) қолданылады. Кейін оны әртүрлі түстерге бояйды.
Түрі және сорты әртүрлі жүндерден басқа, үлкен сызықтық тығыздықтағы жгут түрінде кәсіпорынға келіп түсетін химиялық талшықтар да кеңінен қолданылады.
Тарақты иірімжіптерден көйлек, костюмдік маталар, орамалдар, трикотаж жаймалары және бұйымдарының кең ассортиментті өндіріледі.
Тарақты иірімжіптен алынған маталар үлкен тығыздығымен, төменгі жылу өткізгіштігімен және жақсы ауа өткізгіштігімен ерекшеленеді.
Иірудің тарақты жүйесі бойынша таза жүнді иірімжіп және құрамында химиялық талшықтары бар (лавсан, нитрон, орлон және тағы да басқа) аралас иірімжіптер өндіріледі.
Көбінесе иірімжіп боялған талшықтардан өндіріледі.
Таза жүн немесе аралас иірімжіп өндірісі үш кезеңнен тұрады. Сапасы 60с және одан жоғары жүннен алынған таза жүнді иірімжіпті өндіру кезіндегі технологиялық процестер мен машиналардың тәртібін қарастырайық.
Бірінші кезең – иіруге талшықты материалдарды дайындау. Бұл кезеңде талшықтар келесі өңдеулерге түседі:
1. Қоспаның компоненттерін алдын-ала қопсыту, тазалау, майлау, компоненттерді араластыру және кардты тарау машиналарында тарау. Бұл процестердің барлығы ПЛГ-Ш ағынды желісінде жүзеге асырылады.
2. ЛМШ-220 типтес екі өрісті таспалы машиналарда бірнеше таспаларды созу және қабаттау (үш ауысым).
3. Оқтынды қозғалысты тарақты тарау машинасында таспаны тарақты тарау.
4. Екі өрісті таспалы машиналарда таспаларды созу және қабаттау.
5. Оқтынды қозғалыстағы аппараттарда немесе таспаны бояу және үтіктеуге арналған ағынды желісінде таспаларды бояу.
6. 40 таспаға дейін өңдеуде жуу-кептіру-үтіктеу агрегатында таспаларды үтіктеу және оларды астауға төсеу.
7. Екі өрісті таспалы машинада (екі ауысымда) созу және қабаттау. Бірінші ауысымда таспаны майлау.
8. Оқтынды қозғалыстағы тарақты тарау машинасында боялған таспаларды қайталап тарақты тарау.
9. Екі өрісті таспалы машинада (екі ауысымда) созу және қабаттау. Соңғы ауысымда созудың автореттегіші бар таспалы машина қолданылады.
Осымен өңдеудің бірінші кезеңі аяқталады.
Өндірілген таспалардың талшықтары жақсы түзуленген және сызықтық тығыздығы бойынша тегістілігі жоғары болып келеді.
Таспаны ары қарай өңдеу алдында, талшықтардың бетінде электростатикалық зарядтарды төмендету үшін, талшықтардағы релаксациялау процестердің жүруін жылдамдату үшін және талшықтың бүкіл салмағында майлағыштардың тегіс жатуы үшін 75-85% салыстырмалы ылғалды ауада және 18-200С температуралы арнайы бөлмеде 12-16 тәулік бойы ұстайды.
Екінші кезең – алдын-ала иіру, созбаның қалыптасуы.
10. Екі өрісті таспалы машиналарда араластыру.
11. Екі өрісті таспалы машиналардың үш ауысымында өнімді жіңішкерту және араластыру. Бірінші ауысымда созудың автоматты реттегіші бар таспалы машина қолданылады.
12. Созу аспабы бар созба машиналарында созбаны өндіру. Машинада есілген созба өндіріледі.
Үшінші кезең – иірімжіптің дайындалуы.
13. Сақиналы иіру машинасында иірімжіпті өндіру.
14. Үзіліссіз қозғалыстағы немесе оқтынды қозғалыстағыбуландыру камераларында иірімжіпті булау. Оның мақсаты – иіру процесінде пайда болған талшықтардағы кернеуді түсіру.
Жартылай жүнді иірімжіп өндірген кезде жгутты химиялық талшықтарды қолданады. Химиялық талшықтардың жгуты ЛРШ-70 штапельдеу машиналарында штапельденеді. Штапельденген химиялық талшықтардың таспасын екі өрісті таспалы машиналардан өткізеді. Осыдан кейін таспа боялады. Боялған таспалар жуу-үтіктеу-кептіру машинасында өңделеді.
Осындай жолмен дайындалған химиялық талшықтардың таспалары екі өрісті таспалы машиналарда жүн таспаларымен араластырылады.
Араластырылған таспа тарақты тарауға түседі. Мұнда жүн талшықтары екінші рет таралады, ал химиялық талшықтар бірінші рет таралады. Таспа тарақты таралғаннан кейін екі өрісті таспалы машинаның екі ауысымынан өтеді, осымен иіру өндірісінің бірінші кезеңі аяқталады.
Жартылай жүнді таспаны өңдеу тізбектілігі екінші және үшінші кезеңдерде таза жүн таспаны өңдеу сияқты жүреді.
Иірудің жіңішке тарақты жүйесінде ұзындығы бойынша жіңішке тегіс 60с және одан жоғары жүн қолданылады. Қоспаларда қысқа, ақаулы және беріктігі төмен жүнді қолдануға тиым салынады. Қоспаны дайындаған кезде жіңішкелігі жағынан бір-біріне жақын сапасы жағынан ұқсас болып келетін жүндер араластыруға жіберіледі.
Алдын-ала қопсыту, араластыру және кардты тарау үшін, құрамына АРТ-120-Ш үш қопсытып-түту агрегаты кіретін ПЛГ-Ш автоматтандырылған ағынды желі қолданылады.
Кәсіпорындарға киптерде келіп түсетін жіңішке және жартылай жіңішке жүндерді түту және қопсыту АРТ-120-Ш қопсытып-түту агрегатында жүргізіледі (1-сурет).
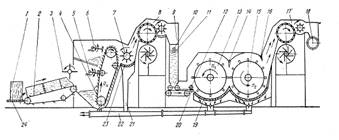
1-сурет. АРТ-120-Ш қопсытып-түту агрегатының сызбасы
Екі барабанның өзара әсерлесу аймағындағы жүннің қарқынды қопсытылуы, 1 кг өңделетін талшыққа келетін соққы санымен бағаланады және мына формула бойынша анықталынады:
SP=(V1+V2)k1k2 ·60/P (1)
мұндағы V1 және V2 - шанышқылар бойынша бірінші және екінші барабанның шеңберлі жылдамдығы, м/мин; k1 және k2 - өзара әсерлесетін барабандар беттігінің 1 текше метрге келетін шанышқылар саны; Р– тиелген жүн бойынша түту агрегатының өнімділігі, кг/сағ.
Агрегат өнімділігі, кг/сағ,
P=Vиmb·60KшПУК (2)
мұндағы Vи – инелі тордың жылдамдығы, м/мин; m –1м2 инелі торға келетін талшықты материалдың салмағы (0,2-0,3 кг); b – инелі тордың жұмысшы ені (1,2 м); Kш- түтуден кейінгі талшықтың шығу коэффициенті (0,95-0,97); ПУК – пайдалы уақыт коэффициенті (0,95-0,96)
Кардты тарау.Тарақты таралған таспаны дайындау
Қоспаларды кардты тарау иіру өндірісінің ең маңызды және жауапты процестерінің бірі болып табылады. Оның жақсы орындалуына созба мен таспаның сапасы ғана емес, сонымен қатар, иірімжіптің сапасы тәуелді.
Тарау машинасына түскен дайын қоспа әртүрлі компонентерінің ірі түйдектерінен тұрады, ал әрбір түйдек бір компоненттің өзара байланысқан және шатасқан талшықтарынан тұрады, талшық құрамында ошаған, сабан, шаң және басқа да қоқым қоспалардың біршама мөлшері болады.
Кардты тараудың мақсаты: біртексіз талшықты массадан таралған таспа немесе созба түрінде біртекті өнім алу және таспа мен иіру машиналарында созу процестерінің жүруін қамтамасыз ету.
Кардты тараудың мәні: талшықтардың шатасқан түйдектерін жеке талшықтарға бөлу, қоқым қоспаларымен қысқа талшықтарды шығару, талшықтарды тегістеу және оларды өнімнің ұзындығы бойынша бағыттау, талшықтарды өзара араластыру, сызықтық тығыздығы бойынша талшықтар ағының түзету болып табылады.
Тарақты таспаны алу
Иірудің тарақты жүйесінде тарақты таспаны тарау машинасында таралған созбадан алады. Тарау машинасында кардты тараудан оны бірнеше таспалы машина өтімдерінде созу және қабаттау жолымен тарақпен тарауға алдын-ала дайындайды.
Таспа машиналарында таралған таспаның екі кемшілігі жойылады: оның үлкен тегіссіздігі және талшықтардың аз түзеленуі. Талшықтарды түзелеп, оларды өнім бойымен бағыттау үшін таспа машинасының созу аспабында таспаларды созады. Сызықтық тығыздығы бойынша таспаның тегіссіздігін азайту үшін бірнеше таспалары қабаттау және созуды автоматты түрде реттеу қолданылады. Таспаларды таспа машиналарында қабаттау кезінде талшықтарды қосымша араластыру жүргізіледі.
Созудың мәні – созылатын өнімнің талшықтарын бір-біріне қатысты жылжыту және оларды үлкен ұзындықта орналастыру.
Созудың мақсаты – өнімді жіңішкерту, талшықтарды түзулеу және бағыттау болып табылады.
Тарақты тарау процесінің мақсаты – талшықтарды ұзындығы бойынша сұрыптау, оларды тегістеу, өсімдік қоспалардан тазалау. 3-кестеде жүнді және химиялық талшықтарды араластыруға және кардты тарауға дайындау өтімдердің жоспарлары көрсетілген.
3- кесте. Жүнді және химиялық талшықтарды араластыруға және кардты тарауға дайындау өтімдердің жоспарлары көрсетілген.
| Бөлек тарау | Бірге тарау | ||
| Жіңішке және жартылай жіңішке жүн | Жартылай жіңішке, жартылай дөрекі және дөрекі жүн | Штапельді химиялық талшық | Жүн және химиялық талшық |
| 1.Қопсытып-түтетін агренатта немесе екі барабанды түту машинасында пневмоқұбырда майлаумен түту. 2.Механикалы компонентті лабазда араластыру 3.Механикалық шығынды лабазда араластыру 4.Тарау | 1.Кезеңді жұмыс істейтін түтумашинасында және майлау пневмоқұбырда 2.Механикалы компонентті лабазда араластыру 3.Ажырату ЩЗ-қопсыту машинасында 4.Механикалық шығынды лабазда араластыру 5.Тарау | 1.ажырату және пневмоқұбырда майлау (бірмезгілде) 2.Механикалық шығынды лабазда араластыру 3.Тарау | 1.жүнді қопсыту және штапельді талшықтарды ажырату майлаумен бірге (пневмоқұбырда) 2.Механикалы компонентті лабазда араластыру 3.Ажырату ЩЗ-қопсыту машинасында 4.Механикалық шығынды лабазда араластыру 5.Тарау |
Тарақты созбаны дайындау
Иірімжіпті жоғары созу қабілеті созу аспаптары бар сақиналы иіру машиналарында өндірген кезде, иірімжіпті таспадан алуға болады. бірақ бұл жағдайда созу аспабының конструкциясы күрделенеді, машинаның гарабитті өлшемдері үлкейеді, сызықтық тығыздығы бойынша тегіс иірімжіпті шығару қиындық туғызады. Сондықтан иірімжіпті қалыптастырудың сақиналы тісілінде ең алдымен созба машинасында таспадан жіңішке өнім созба алынады, ал созбадан сақиналы иіру машинасында қажетті сызықтық тығыздықты иірімжіп өндіріледі.созба машинасында таспадан жіңішке, ширатылған өнім – созба қалыптасады және ол тікиіршікке оралады. Созба машинаында созу, ширату, орау және қабаттау процестері іске асырылады.
Иірімжіпті дайындау
Тарақты иіру жүйесі: қоспалар компоненттерінің аз ғана санына қатысты; технологиялық өтімдерінің үлкен санымен; тарақпен тарау процесінің болуымен; үтіктеу, таспа мен созбаның ұзақ жатуымен; қоспа мен таспаның эмульсиялауымен; боялған таспаларды араластырумен; созу жолымен жартылай дайын өнімнің жіңішкеруімен сипатталады.
Иірімжіпті дайындау түрлі әдістермен жүзеге асырылады. Иірімжіп дайындаудың кеңінен таралған әдісі – сақиналы тәсілі, ол әртүрлі белгіленуі иірімжіпті алуға мүмкіндік береді, сонымен қатар бұл әдіс өте жіңішке иірімжіп алуды қамтамасыз етеді.
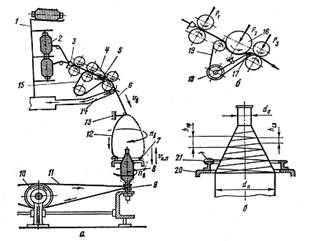
2-сурет. Сақиналы иіру машинасының технологиялық сызбасы
Сақиналы иіру машиналарында иіру өндірісінің соңғы өнімі – иірімжіп өндіріледі. Иірімжіп өзінің қасиеттері бойынша мемлекет стандарттарының талаптарына жауап беруі тиіс.