Nbsp; На рисунку 1 зображена будова силового трансформатора
Зміст
Вступ
1 Огляд існуючих конструкцій трансформаторів
2 Призначення та конструктивні особливості трансформатора
3 Призначення та конструктивні особливості складальної
одиниці
4 Розробка технологічного процесу першого складання
трансформатора
5 Опис устаткування дільниці
6 Опис планування дільниці
7 Охорона праці, техніка безпеки і протипожежна безпека
на дільниці
8 Аналіз дільниці та технологічного процесу на екологічну чистоту
9 Економічні показники технологічного процесу
Висновки
Список літератури
Додаток А (обов'язковий)
Технологічний процес першого складання трансформатора
Вступ (Історія розвитку підприємства)
ВАТ “Запоріжтрансформатор” (ЗТР) засновано у 1947 році і зараз завод є великим спеціалізованим підприємством на світовому ринку трансформаторобудування. Основним продуктом діяльності підприємства є трансформатори.
Будівництво Запорізького трансформаторного заводу розпочалося у липні 1947 року. У 1055 р. був виготовлений перший потужний трансформатор 90000 кВА для напруги 500000 В для лінії електропередач Куйбишев - Москва. Далі виготовляються трансформатори для Сталінградської, Куйбишевської і Каховської гідроелектростанцій.
У 1955 р. Запорізький трансформаторний завод стає найбільшим підприємством електротехнічної промисловості країни.
У 1959 р. Державна комісія прийняла рішення й запланувала реконструкцію заводу. Розпочалася реконструкція й будівництво нових цехів. У 1063 р. розпочалося будівництво заводу комплексних силових напівпровідних пристроїв.
Сьогодні Запорізький трансформаторний завод є монополістом по виробництву трансформаторів на Україні і найбільшим підприємством в СНД.
Продукція заводу експортується в країни СНД, ЄС, Єгипет, Індію, Аргентину, Китай, Чехію, Словакію та інші країни світу.
Трансформатори, що випускає Запорізький трансформаторний завод, використовують в різних галузях народного господарства: в чорній та кольоровій металургії, атомної електроенергетиці, хімічній промисловості, сільському господарстві та транспорті.
Трансформатори, що випускає завод, відрізняються надійністю, прості в монтажу, експлуатації та ремонті, використовуються в будь-яких кліматичних умовах.
Запорізький трансформаторний завод спеціалізується не тільки на випуску трансформаторів, а й товарів народного споживання. Механічний цех випускає товари широкого вжитку, які користуються попитом у населення, такі як: електрозбивалки, кофемолки, овочерізки, акумуляторні печі, електричний камін «Вугіллячко» та інші.
По випуску надпотужних трансформаторів при напрузі 790 кВ запоріжці не мають рівних. Зараз завод освоює нове обладнання - керованих реакторів, забезпечує безпеку праці для працівників заводу і зниженню витрат в електромережах атомних електростанцій.
Продовжується зростання продукції по випуску трансформаторів, високовольтної апаратури, товарів народного споживання.
Впроваджуються нові технології та нове обладнання, розширюється та удосконалюється маркетингова діяльність підприємства.
1 Огляд існуючих конструкцій трансформатору
Силові трансформатори відрізняються номінальною потужністю, класом напруги, умовами та режимами роботи, конструктивним виконанням.
В залежності від умов роботи, характеру навантаження або режиму роботи, силові трансформатори поділяються на трансформатори загального призначення, регулюючі та трансформатори спеціального призначення, а саме тягові, перетворювальні, пускові, а також автотрансформатори.
В залежності від номінальної потужності і класу напруги силові трансформатори поділяються на декілька груп (відрізняються за габаритом) відповідно до таблиці 1.
Таблиця 1 – Габарити трансформаторів
| Габарит | Потужність, кВА | Клас напруги, кВ |
| I ІІ ІІІ ІV V VІ VІІ VІІІ ІX X | до 100 вище 100 до 1000 вище 1000 до 6300 вище 6300 до 32000 вище 32000 до 80000 вище 80000 до 200000 вище 200000 незалежно від потужності незалежно від потужності для ЛЕП постійного струму | до 35 до 35 до 35 до 35 вище 35 до 110 до 330 до 330 до 330 вище 330 незалежно від напруги |
Трансформатори можна класифікувати за числом фаз: існують одно-, три- та багатофазні трансформатори.
В залежності від охолодження, трансформатори поділяються на сухі, масляні та з негорючим рідким діелектриком.
Сухі трансформатори виконуються з таким охолодженням:
- природно-повітряне, при відкритому виконанні;
- природно-повітряне при захищеному виконанні;
- природно-повітряне при герметичному виконанні;
- повітряне із дуттям.
Масляні трансформатори виконуються з таким охолодженням:
- природна циркуляція повітря і масла;
- примусова циркуляція повітря і природна циркуляція масла;
- примусова циркуляція повітря і масла;
- примусове охолодження води і масла.
Промисловістю виготовляються силові трансформатори, які призначені для роботи у районах з помірним, холодним та тропічним кліматом, для встановлення на відкритому повітрі або в приміщеннях.
А також є силові трансформатори з різними способами регулювання напруги в обмотках ВН та НН:
- регулювання напруги під навантаженням;
- перемикання без збудження.
Трансформатори виготовляють різного призначення:
- силові (для передачі і розподілу електроенергії);
- автотрансформатори (для перетворення напруг в невеликих межах, для пуску двигунів змінного струму);
- вимірювальні (для вмикання у схеми вимірювальних приладів);
- спеціального призначення (зварювальні, випробувальні, імпульсні, високочастотні, для ртутних випрямлячів, для перетворення частоти, для автоматичних приладів, для медичної та радіотехнічної мети тощо).
Основні конструктивні особливості трансформаторів характеризуються умовно літерно-цифровим позначенням.
2 Призначення та конструктивні особливості трансформатора
Трансформатором називається статичний електромагнітний пристрій який має дві або більше індуктивнозв’язаних обмоток. Пристрій призначений для перетворення струмів і напруг однієї величини, в струми і напруги іншої, при незмінній частоті. Передача енергії з первинного кола до вторинного відбувається за допомогою змінного електромагнітного поля.
Трансформатор називається силовим якщо використовуються для перетворення електричної енергії у електричних мережах або для безпосереднього живлення приймачів енергії.
Сучасний трансформатор – складний пристрій, який складається із багатьох вузлів, деталей та металоконструкцій. Основними частинами трансформатора є магнітна система і обмотки. Магнітна система призначена для створення в ній основного магнітного поля трансформатора. Зібрана конструкція, що складається з магнітної системи з усіма деталями для її складання та кріплення обмоток називається кістяком.
Обмотки трансформаторів виконуються із обмоткових дротів круглого чи прямокутного перерізу, ізольованих бавовняною пряжею або кабельним папером і призначені для створення електрорушійної сили (ЕРС). За конструктивно-технологічними ознаками обмотки бувають: циліндричні багатошарові, безперервні, гвинтові, дискові та переплетені.
Відводи – електричні провідники, призначені для сполучення обмоток трансформатора із струмопровідними частинами (виводами та пристроєм регулювання напруги).
Перемикаючий пристрій призначений для регулювання напруги на стороні ВН шляхом зміни коефіцієнту трансформації (співвідношення між числом витків обмоток ВН та НН).
Кістяк трансформатора разом із обмотками, відводами, елементами пристрою перемикання відгалужень обмотки ВН і деталями для їх механічного закріплення складають активну частину трансформатора.
Активна частина трансформатора розташовується у баці овальної форми. Бак складається із дна, стінок, кришки.
На стінках бака розташовують привідний механізм, термосифонний фільтр, коробки контактних сполучень для пристроїв контролю та сигналізації. Кришку бака застосовують для встановлення виводів, розширника, запобіжної труби, патрубка для заповнення маслом.
Бак заповнюється трансформаторним маслом, яке є охолоджуючим та ізолюючим середовищем. Масло відводить тепло, яке утворюється в магнітній системі та обмотках, і віддає через стінки, кришку бака, а також підвищує ізоляцію між струмопровідним частинами і заземленим баком.
Термосифонний фільтр призначений для очищення масла від продуктів окислення та для поглинання вологи.
Викидна труба – трубчастий пристрій призначений для захисту трансформатора в разі внутрішніх пошкоджень, що супроводжуються неприпустимим підвищенням тиску в баці трансформатора.
Повітроосушник призначений для видалення вологи з повітря, яке надходить до розширника та являє собою посудину, заповнену силікагелем.
Масловказівник призначений для вказання рівня масла у трансформаторі. На бічну стінку розширника вказують температурні позначення (плюс 40; плюс15; мінус 45°С) для тропічного виконання.
Газове реле призначене для захисту трансформатора в разі внутрішніх пошкоджень, що супроводжуються виділенням газів, а також в разі пошкоджень, що супроводжується потраплянням повітря в це реле.
Виводи призначені для приєднання обмоток трансформатора до зовнішнього електричного кола.
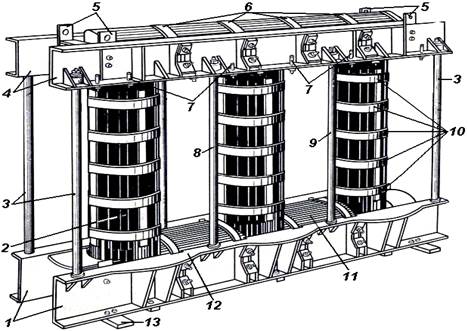
nbsp; На рисунку 1 зображена будова силового трансформатора
1 – бак; 2 – затискач заземлення; 3 – вентиль; 4 – термосифонний фільтр; 5 – радіатор; 6 – перемикач; 7 – повітроосушник; 8 – газове реле; 9 – розширник; 10 – масловказівник; 11 – викидна труба; 12 – вивід ВН; 13 – привід перемикаючого пристрою; 14 – вивід НН; 15 – нульовий вивід; 16 – кільце для підйому; 17 – відвід НН; 18– кістяк; 19 – ярмова балка кістяка (верхня та нижня); 20 – відвід ВН; 21 – регулювальні відгалуження обмоток ВН; 22 – обмотка НН та ВН; 23 – коток візка
Рисунок 1 – Будова силового трансформатора
Сигналізаційний термометр призначений для вимірювання температури масла, захисту трансформатора в разі пошкоджень, що супроводжуються неприпустимим нагріванням масла. Встановлюється на боковій стінці бака на висоті 1,5 м від дна трансформатора.
3 Призначення і конструктивні особливості складальної одиниці
Активна частина – це кістяк з насадженими обмотками із сполученням у зірку, або трикутник, або зигзаг із установленим перемикачем.
Комплект пластин із електротехнічної сталі, що зібрані у визначеній геометричній формі, називається магнітною системою. Їх звичайно поділяють на стрижні і ярма. Частини магнітної системи, на яких розташовуються обмотки трансформатора, називаються стрижнями, а ярма сполучають їх, замикаючи магнітне коло.
Магнітна система (магнітопровід) складається з ізоляційних деталей (паперово-бакелитові трубки, ізоляція типу „міст”, ізоляційні прокладки) та пресуючих (ярмові балки, металеві пластини, закріп). Магнітна система заземлюється мідною шиною.
1,4-ярмові балки; 2-стрижень; 3,8,9-зв’язуючі шпильки; 5-під’ємні планки; 6-напівбандажі; 7-гвинти для пресування обмоток; 10-склобандажі; 11-нижнє ярмо; 12-полиці для опори обмоток; 13-опорні пластини
Рисунок 1 – Кістяк трансформатора
Магнітопровід виконує подвійну функцію: створює магнітне коло, по якому замикається магнітний потік; на ньому розташовуються обмотки разом із відгалуженнями, відводами та перемикаючим пристроєм.
Магнітні системи класифікуються:
– за конструктивними ознаками: залежно від розташування стрижнем та ярем (площинні, просторові), розташування стрижнів та бокових ярем (стрижневі, броневі, бронестрижневі), кількості стрижнем (з одним або декількома стрижнями);
– за технологічними ознаками: залежно від типу заготовок (пластинчасті, стрічкові, пластинчасто-стрічкові), від способу складання (стикові, шихтовані, стико-шихтовані, безперервні).
Обмотка – це сукупність витків для локалізації електричного поля та наведення в них електрорушійної сили. Обмотка складається з обмоткового проводу та ізоляційних деталей. Обмотки відрізняються взаємним розташуванням на стрижні, кількістю витків, напрямком намотування, класом напруги і схемою з’єднання витків між собою.
Активну частину масляного трансформатора розміщають в баці, заповненому трансформаторним маслом або іншим рідинним діелектриком, що являється основним ізолюючим середовищем та теплоносієм в системі охолодження.
4 Розробка технологічного процесу першого складання трансформатора
Перед початком робіт першого складання трансформаторів виконується комплекс підготовчих робіт, необхідних для якісного та продуктивного складання трансформатора: підготовка робочого місця, технічної документації, інструменту, пристосування, проводиться безпосередня підготовка до складання. Перед початком кожної зміни перевіряється чистота робочого місця, стан площадки для складання, справність обладнання, пристосувань та їх готовність до роботи. Також перевіряється стан механізованих стелажів, рифлення пішохідної доріжки рухомого моста або наявність настилу, який повинен бути із дошок або ДСП. Перевіряється стан зберігання та експлуатації інструменту та оснащення на робочих місцях, наявність та комплектність вузлів, ізоляційних деталей. Обов’язково перевіряються вантажопідйомні засоби та пристосування. В архіві отримується комплект конструкторської документації та карти складання.
При встановленні кістяка або активної частини трансформатора під опорні лапи (пластини, балки) підкладаються смуги з електрокартона. При наявності зазорів між підлогою й опорними лапами вибираються смуги електрокартона потрібної товщини. Спецодяг і спецвзуття повинне виключити можливість попадання сторонніх предметів у виріб. Технічна документація в процесі складання повинна знаходиться на робочому місці. Технологічне устаткування і пристосування повинні бути справними, перевіреними і мати позначення інвентарного номеру, вантажопідйомності та дату випробувань, що свідчить про придатність його до роботи. Підготовляється необхідний інструмент і пристосування для проведення складальних робіт з урахуванням конструктивних особливостей кістяка й активної частини трансформатора. Підготовляються стелажі до роботи, тобто розсуваються по ширині і на потрібну висоту.
Встановлюються стелажі таким чином, щоб забезпечити продуктивне і якісне розпресування і розшихтування верхнього ярма кістяка. Очищується кістяк від пилу стисненим повітрям, застосовуючи рукав гумовий та кран повітряний. Відкручуються і знімаються гайки, шайби, пластини з вертикальних стяжних шпильок. Кріплення і зняті деталі складаються в спеціальну шухляду. Послаблюється торцевим ключем пресування горизонтальних стягувальних шпильок, бандажів, брусів. Знімаються шинки заземлення. На верхнє ярмо кістяка встановлюються скоби рядками в шаховому порядку.
Перекриття між двома скобами повинне бути не менше 20...30 мм. Потім застроплюються обидві ярмові балки стропами необхідною вантажопідйомністю. Кріплення знімається з однієї сторони бандажів, шпильок, а при необхідності з двох сторін на спеціально відведене місце для зберігання.
Розшихтування верхнього ярма кістяка трансформатора здійснюється по дві або одній пластині, в залежності від конструктивного виконання магнітної системи, одночасно з двох сторін. При розшихтуванні необхідно зберігати той порядок чергування пластин, у якому вони були закладені при складанні кістяка у магнітопровідному цеху. Стягуються стрижні кістяка в зоні верхнього ярма струбцинами і обв'язуються чотирма-п'ятьма витками кіперної стрічки.
До складання не допускається ізоляція з забрудненнями й ушкодженнями. Зрівнювальна і ярмова ізоляція складається, попередньо обезпилена стисненим повітрям. Ізоляція підганяється по виступу нижнього ярма кістяка або бандажів. Зсув верхніх балок відносно один одного компенсується нижньою ізоляцією шляхом припасування її по місцю, сколюються електроізоляційні прокладки стамескою і молотком або нарощуються прокладки на клею. Місця забруднень на ізоляційних деталях і металоконструкціях протираються ганчіркою, змоченою уайт-спиритом.
Насадження обмоток здійснюється за допомогою траверси з лапами. Лапа повинна бути достатньою, щоб обмотку можна було опустити до нижньої ярмової (зрівнювальної) ізоляції. При виборі комплекту лап варто мати на увазі, що опорна частина лап повинна забезпечити захоплення в три четверті радіального розміру обмотки. Лапи розташовуються під кутом на траверсі 120 або 180 градусів. Перед насадженням обмотки на кістяк трансформатора з середини вона натирається парафіном, щоб отримати ефект ковзання. Допускається мінімальний зазор між вертикальною частиною лапи й обмоткою. Торкання лапою верхньої частини обмотки допускається, але за умови відсутньості при цьому її деформації. Нижня кінцева ізоляція прив’язується до витків обмотки стрічкою в трьох-чотирьох місцях по колу.
Встановлюється на обмотки верхня ізоляція, кінці обмоток виводяться вгору або вниз в радіальному напрямку. Після встановлення міжфазних перегородок виконується монтаж пресувальних кілець. Перевіряється наявність різьби під болти заземлення в металевих пресувальних кільцях, відсутність металевої стружки і задирок. Контактна поверхня на пресувальних кільцях під шинки заземлення зачищується до металевого блиску. Повертаються рим-болти в металеві пресувальні кільця. Після чого пресувальні кільця встановлюються на активну частину. Встановлюються і закріплюються шинки заземлення до пресувальних кілець.
Для шихтування кістяка встановлюються стелажі в положення, зручне для виконання роботи. Прозвонюються верхні кінці обмоток мегометром. Складаються електрокартонні прокладки на пресувальні кільця, в зоні шихтування на величину фактичного шихтувального зазору. Знімається кіперна стрічка зі стрижнів кістяка. Зашихтовується верхнє ярмо по черзі з кожної сторони або одночасно з двох сторін, при цьому необхідно дотримуватися мінімальних зазорів у стиках пластин. У процесі шихтування здійснюється встановлення скоб під черговий пакет пластин. Після зашихтування центрального пакета вимірюється його довжина за допомогою вимірювальної скоби.
Перед пресуванням верхнього ярма кістяка ярмові балки протираються ганчіркою без ворсу і встановлюються до верхнього ярма. Потім знімаються скоби. Втановлюється шинка заземлення, створивши щілину між пластинами за допомогою шихтувального ножа. Встановлюється по черзі трубки бакелітові й інші ізоляційні деталі на бандажі і шпильки. Трубки повинні входити вільно в отвір ярмових балок. Після цього остаточно опресовується верхне ярмо.
Осьове пресування обмоток виконується за допомогою спеціальних ключів “трищіток”. Рівномірно переходять від одного витка до іншого доки не буде досягнутий потрібний розмір обмотки.
У процесі першого складання проводиться контроль операцій на відповідність кресленням активної частини. Перевіряється візуально стан активної частини на відсутність ушкоджень, забруднень, наявність супроводжувального ярлика, а також чистота робочого місця, відсутність сторонніх предметів, наявність смуг електрокартона під опорними лапами кістяка.
5 Опис устаткування дільниці
Під час першого складання на дільниці використовується наступне обладнання: кран мостовий, стелаж механізований.
Кран мостовий має вантажопідйомність 5 т. За допомогою крана та стропу технологічного переміщують деталі та вузли, які мають велику вагу. Кран має вантажний гачок, призначений для виконання масових вантажно-розвантажувальних робіт. Двобалковий кран опорного типу опирається на чотири ходових колеса, які рухаються повз кранових рельс, закріплених на підкрановій балці, які встановлені на колонах цеху. Кран складається з двох основних вузлів: моста та кранового візка.
Стелаж механізований розташовується на рельсах та може налаштовуватися для різних розмірів активної частини. На стелажах виконується складання активної частини.
Для першого складання трансформаторів використовують такі пристосування та інструменти: строп технологічний; шпильки технологічні; скоби; струбцина; ніж шихтувальний; ключ торцевий 19х22 ГОСТ 11737-86; молоток дерев'яний ("киянка"); пристрій для вигинання проводів; траверса для насадження обмоток; пристосування для опускання обмоток; скоба вимірювальна; рулетка ГОСТ 1750-80.
6 Опис планування дільниці
Дільниця першого складання працює в дві зміни.
Режим роботи першої зміни: початок роботи о 7:00 год., на протязі роботи є дві технологічні перерви тривалістю 10 хвилин, перерва на обід триває 40 хвилин, з 11:00 год. до 11:40 год. Перша зміна закінчує свою роботу о 16:00 год. Перезміна відбувається 10 хвилин.
Режим роботи другої зміни: зміна розпочинається о 16:00 год., на протязі зміни також є дві технологічні перерви, обідньої перерви не має, тому друга зміна закінчується о 24:00 год.
При плануванні дільниці обладнання і допоміжні приміщення розташовуються таким чином, щоб забезпечити прямоточність і послідовність при проходженні матеріалів, комплектуючих і виробів згідно стадій обробки за найкоротшим шляхом без зворотних та петлєподібних переміщень. Планування дільниці намотування обмоток виконується згідно вимог охорони праці, техніки безпеки і протипожежної безпеки.
Ширина прольоту вибирається 24 м; крок колони – 9 м. На дільниці передбачається застосування мостового крана.
Ширина робочої зони звичайно складає 0,8 м.
На дільниці першого складання розташовані:
- два стелажа механізованих з габаритними розмірами 2700 х 5985 мм;
- один кран мостовий.
При плануванні дільниць передбачаються комірні приміщення, місце для майстра і контролю.
7 Охорона праці, техніка безпеки і протипожежна безпека на дільниці
До виконання робіт на дільниці першого складання трансформаторів допускаються робітники, які пройшли навчання та перевірку знання з питань охорони праці на робочому місці, пожежної безпеки та електробезпеки, мають професію складальників, вивчили типовий технологічний процес та навчилися безпечним методам роботи. Робоче місце повинно бути вільне від зайвих предметів. Всі деталі та вузли повинні бути розташовані так, щоб до них був вільний доступ. Робоче місце необхідно тримати у чистоті.
Складальник виконує підкранові операції при наявності посвідчення стропальника. Стропування і транспортування вантажів дозволяється робити тільки справними вантажопідйомними засобами, що мають відповідну оцінку про дату іспиту вантажопідйомного пристосування. Стропи і гаки повинні відповідати масі вантажу, що піднімається. Працювати дозволяється тільки справним інструментом.
Організаційні рішення: палити у спеціально відведених для цього місцях, працювати потрібно на тому обладнанні, до якого робочий допущений, виконувати роботу, яка доручена майстром або бригадиром. При знаходженні в цеху необхідно: пересуватися по теріторії цеху тільки по дорожці, переходом та проходом, звертати увагу на сигнали, які подаються з вантажопідйомних кранів та рухаючого транспорту і не стояти і не ходити під вантажем, піднятим краном, а також між верстатами, каркасами, шафами, колонами, стінами, які розташовані близько від транспорту, який рухається.
Все обладнання повинно бути заземлене відповідно до правил експлуатації установок (ПЕУ).
Дільниця першого складання повинна бути забеспечена первинними засобами гасіння пожежі згідно норм: один пожежний лом, багор, крюк, дві пожежні сокири, два відра, вогнегасники та інше. Все це обладнання входить до пожежного щиту, який встановлюється на теріторії об’єкта з розрахунку один щит на площу до 5000 м3. Первинні засоби гасіння пожежі повинні утримуватися в опалювальних приміщеннях, в чистоті та працездатності, розміщені на видних місцях і треба мати підходи до них. Кожний робітник чи службовець, який виявив спалах чи пожежу повинен: негайно сповітити про це по телефону 01, приступити до гасіння пожежі засобами гасіння пожежі, що є на дільниці, прийняти міри по виклику до місця спалаху начальника цеху, зміни, дільниці, чи іншої посадової особи. Робітники, майстри повинні бути одягнені в спецодяг та взуття, які відповідають діючим нормам та вимогам технологічного процесу.
8 Аналіз дільниці та технологічного процесу на екологічну чистоту
Аналіз технологічного процесу на екологічну чистоту проводиться згідно вимог ГОСТ 12.1.005-88 “Общие санитарно-гигиенические требования к воздуху рабочей зоны”, де нормуються параметри – температура, відносна вологість, швидкість руху повітря, гранична допустима концентрація шкідливих речовин (рівень ГДК). Періодичний контроль робочої зони за складом у повітрі шкідливих речовин повинен виконуватись силами лабораторії підприємства або санітарно-епідеміологічної станції (СЕС).
Микроклімат повинен відповідати допустимим нормам. Для теплого периоду року: температура не більш 27°С, відносна вологість не більш 65%, швидкість руху повітря від 0,2 до 0,4 м/с; для холодного периоду року: температура не менш 17°С, відносна вологість не більш 75%, швидкість руху повітря не більше 0,3 м/с.
Виробниче освітлення повинно бути не менше 250 лк. При необхідності у нічний час вмикається локальне освітлення з лампами накалювання до 200 Вт.
На дільниці застосовується природна вентиляція, яка здійснює повітряобмін за рахунок різниці густини теплого повітря, яке знаходиться у приміщенні і більш холодного повітря, яке знаходиться зовні. Шум на виробничій дільниці може виникнути при роботі електродвигунів крану, але шум незначний і не перешкоджає розбірливості мови. Вібрація на дільниці практично відсутня.
В цілому дільниця є екологічно чистою, безпечною для здоров’я людини.
9 Відомості про економічні показники, необхідні для проектування
Таблиця 2 – Дані по операціям технологічного процесу
| Найменування операції | Норма часу, год. | Розряд робіт-ника | Назва обладнання | Вартість обладнання, грн. | Потуж-ність, кВт |
| Підготовча | 0,83 | Стелаж механізований | 15,0 | ||
| Розпресувальна | 0,2 | Стелаж механізований | 15,0 | ||
| Розшихтувальна | 1,0 | Стелаж механізований | 15,0 | ||
| Монтажна | 1,5 | Стелаж механізований | 15,0 | ||
| Шихтувальна | 1,25 | Стелаж механізований | 15,0 | ||
| Пресувальна | 0,3 | Стелаж механізований | 15,0 | ||
| Контрольна | 0,5 | Стелаж механізований | 15,0 |
Таблиця 3 – Вартість матеріалів
| Назва матеріалів | Норма витрат на 1 виріб | Ціна одиниці виміру, грн., Ц | Сума витрат матеріалу, на 1 виріб, грн. |
| 1. Стрічка ЛСТБ, м | 4,86 | 10,50 | 51,0 |
| 2. Ганчір’я обтиральне, м | 1,20 | 1,22 | |
| 3. Парафін, кг | 0,2 | 8,0 | 1,6 |
За даними таблиць виконується розрахунок робочих місць, кількості працівників на дільниці та розрахунок загальної вартості процеса.
Висновки
Під час проходження виробничої технологічної практики на підприємстві ВАТ “Запоріжтрансформатор” було проведено ознайомлення з основною технологічною документацією, такою як технологічні інструкції та технологічні карти.