Способы управления сливной стружкой в процессе резения
Все средства управления стружкой, используемые на предприятии, делятся на две группы: устройства, отводящие сливную стружку без изменения ее формы, и устройства, изменяющие форму стружки в процессе резания на более безопасную и транспортабельную.
Организованный отвод сливной стружки без изменения ее формы достигается главным образом соответствующей компоновкой узлов станка, обеспечивающей сход стружки на заднюю сторону станка. Обычно это станки с наклонным расположением суппорта (рис. 14.2) и станки с расположением резцедержателя снизу обрабатываемого изделия. В обоих случаях производится отвод стружки на заднюю сторону станка в специальный стружкосборник. Однако при таком в принципе полезном решении сливная стружка не всегда направляется в корыто станка или в специальный стружкосборник. В связи с большой упругостью сливная (ленточная) стружка часто выходит в сторону рабочего места и поэтому требуется дополнительное управление ею посредством ручного инструмента (рис. 14.2).
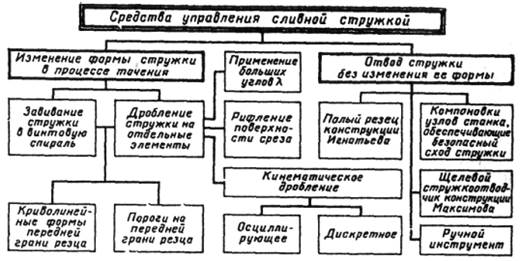
Рис. 14.1 Классификация средств управления сливной стружкой
Кроме этого, в связи с большим объемом, занимаемым сливной, спутанной стружкой, приходится часто освобождать от нее стружкосборник. В рассматриваемом случае не решают задачи и встроенные в нижнюю часть станка шнековые транспортеры.
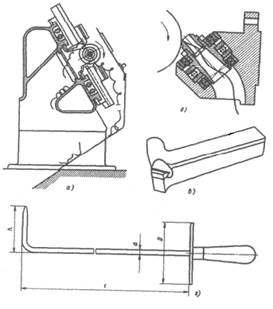
Рис. 14.2 Средства управления сливной стружкой без изменения ее формы: а-станок с наклонным суппортом; б-полый резец-мортира Игнатьева; в-щелевой (накладной) стружкоотводчик Максимова; г-ручной инструмент
Несколько улучшают направленность схода сливной стружки в стружкосборник или в приемное отверстие шнекового транспортера станков с наклонным суппортом полый резец (мортира Игнатьева) и щелевой стружкоотводчик Максимова (рис. 14.2, бив). Чаще всего для управления сливной стружкой без изменения ее формы в процессе резания используется ручной инструмент, так называемые «крючки» (рис. 14.2, г).
Этот массовый ручной инструмент особенно широко используется при точении сталей в опытном и мелкосерийном производстве. Он предупреждает порезы рук ленточной стружкой. Стержень инструмента «крючка» изготовлен из прочной стальной проволоки диаметром 5—8 мм, обеспечивающей жесткость во время работы, используется сталь Ст5. Один конец стержня загнут под углом 90°, длина загнутой части стержня h = 35—45 мм, длину стержня l= 500—600 мм. «Крючок» снабжен, деревянной рукояткой и металлическим защитным козырьком (вблизи рукоятки) D = 60—70 мм.
Значительно эффективнее применяются средства управления сливной стружкой второй группы — изменение формы стружки в процессе точения. Средства изменения формы сливной стружки делятся на две большие подгруппы: средства завивания стружки в винтовую спираль и средства дробления сливной стружки на отдельные элементы.
Дробление сливной стружки и завивание ее в винтовую спираль осуществляются путем придания передней грани резца криволинейной формы, а также устройства на передней грани резца порогов, постоянных или регулируемых.
Принцип дробления и завивания ленточной стружки состоит в следующем: сливная стружка, скользящая по передней поверхности резца, попадая в канавку, как бы повторяет ее форму (обтекает профиль канавки) и, отклоняемая канавкой, завивается в кольцо. Если кольцо не встречает какого-либо препятствия свободному движению, то стружка завивается в непрерывную спираль. При упоре завитка стружки в препятствие (деталь, резец и т. д.) она дробится на отдельные элементы.
Принцип дробления и завивания ленточной стружки порогами аналогичен дроблению и завиванию канавками. В этом случае стружка, скользящая по передней грани резца, встречает препятствие (порог) и отклоняется им на обрабатываемую деталь, заднюю грань резца и т. д. Упираясь в это новое препятствие, виток стружки отламывается. Если порог расположен на передней грани резца таким образом, что образовавшийся виток стружки не встречает второго препятствия, то стружка сходит с резца в виде винтовой спирали. Соответствующими параметрами режущего инструмента, особенно углами λ и γ, а также расположением порога по отношению к главной режущей кромке и его размерами достигается устойчивое дробление или завивание ленточной стружки в определенном интервале режимов резания.
Дробление стружки может быть достигнуто и при расположении порожка (канавки) параллельно главной режущей кромке.
На рис. 14.3 показан профиль проходного резца со стружкозавивающей канавкой. На этом резце стружкозавивающая канавка глубиной 0,1—0,15 мм выполнена электроискровым способом. При обработке сталей 35, 45 и 20Х такой профиль канавки устойчиво завивает ленточную стружку при подаче s≥0,25 мм/об.

Рис. 14.3 Профиль резца со стружкозавивающей канавкой
В ряде случаев дробление стружки достигается путем соответствующего подбора геометрии резца. Обычно это резцы с отрицательным передним углом γ и положительным и отрицательным углом наклона режущей кромки λ. При такой геометрии сильно деформированная стружка направляется на изделие, упирается в него и дробится на полукольца.
Для работы на универсальных станках и автоматическом оборудовании используются сборные резцы, оснащенные многогранными неперета-чиваемыми пластинками с мелкоразмерными лунками (канавками), формируемыми при прессовании пластинок. При этом рассматриваются два основных типа мелкоразмерных лунок: замкнутая и сквозная. Замкнутая лунка не доходит до вспомогательной режущей кромки на 0,2—0,3 мм. Такая лунка не уменьшает прочности вершины резца и рекомендуется для резцов, работающих при глубине резания свыше 1 мм. Сквозная лунка выходит на вспомогательную режущую кромку, поэтому несколько ослабляется вершина резца. Такую лунку рекомендуется применять в случаях, когда требуется уменьшить усилие резания. Пример мелкоразмерных лунок на неперетачиваемых пластинках приведен на рис. 14.4.
Для устойчивого завивания или дробления сливной стружки мелкоразмерными лунками, необходимо, чтобы стружка попала в лунку и, обтекая ее, получила соответствующие направление и форму. Основными параметрами, обеспечивающими дробление или завивание являются: ширина фаски у главной режущей кромки резца, длина лунки, величина скругления лунки в сечении, перпендикулярном главной режущей кромке, глубина лунки.

Рис. 14.4 Мелкоразмерные стружкодробящие лунки на неперетачиваемых пластинках
Как было указано выше, дробление и завивание ленточной стружки в процессе точения может быть достигнуто устройством на передней плоскости резца разного рода порожков и уступов. Это прежде всего мелкоразмерные уступы, получаемые заточкой (шлифованием или электрофизическими способами), приваренные или припаянные на передней поверхности резца и, наконец, накладные пороги. Последние выполняются либо в виде постоянных препятствий движению стружки по передней поверхности резца или в виде относительно сложных регулируемых устройств, позволяющих изменять расстояние порога до главной режущей кромки резца, и угол между главной режущей кромкой и поверхностью порога в плане.
На рис. 14.5 показан резец с уступом и рекомендуемые его параметры.

Рис. 14.5 Резец с уступом
Несколько иной профиль стружкодробящего уступа (рис. 16.6), расположенного параллельно главной режущей кромке. Геометрия этого уступа применялась при обработке высоколегированных сталей на скоростях резания v = 69—135 м/мин, подачах s = = 0,18—0,5 мм и глубинах резания t = 4—12 мм.
Примеры накладных порогов для дробления или завивания сливной стружки в процессе точения сталей приведены на рис. 16.7.

Рис. 14.6 Резец с уступом для дробления стружки при обработке высоколегированных сталей (а) и график зоны устойчивого дробления стружки (б)
Накладной порог-стружколом (рис. 14.7, а)изготовлен из стальной полосы толщиной 5 мм, к изогнутой части порога припаяна пластинка твердого сплава, являющаяся рабочей частью порога. Нижняя часть рабочей части порога притерта к передней поверхности резца и плотно к ней прилегает, что исключает возможность проникновения стружки под порог.
Стружколом накладывается на резец и закрепляется вместе с ним болтами резцедержателя. Изогнутая головка стружколома имеет возможность пружинить, в связи с этим можно несколько изменять расстояние от главной режущей кромки до порога, что позволяет использовать стружколом при точении на разных подачах и глубинах резания.

Рис. 14.7 Накладные, регулируемые пороги (стружколомы): а-пороги; б-регулируемый порог-стружколом
Токарный проходной резец с механическим креплением режущей пластинки и стружкодробящего порога (рис. 14.7, б)состоит из корпуса 1, имеющего массивную головку и призматический хвостовик, режущей пластинки 2, регулируемого порога 3 и крепежного винта 4. В головке резца имеется продольная прорезь, выполненная для того, чтобы верхняя часть головки могла пружинить и тем самым служить прижимом для пластинки (прижим осуществляется винтом 4). Для более надежного крепления твердосплавных режущих пластинок нижняя поверхность их снабжена рифлением, выполнявшимся ранее электроискровым способом. Рифление имеется также и на опорной поверхности для пластинки в головке резца.
Расстояние от главной режущей кромки до порога может регулироваться перемещением порога или перестановкой режущей пластины по рифлениям.
Для гашения вибраций, возникающих при скоростном точении, резец оснащен гнездом 5 для пружинного виброгасителя.
При дискретном резании на автоматах с кулачковым приводом дробление стружки осуществляется соответствующим профилированием кулачков. Участок подъема кулачка осуществляет подачу инструмента, а при обкатывании роликом горизонтальных участков подача прекращается и стружка срезается. Важно правильно выбрать время «выстоя» суппорта, что обычно обеспечивается подбором соответствующей длины горизонтального участка кулачка. Для надежного дробления ленточной стружки время прерывания подачи соответствует 1,4–1,8 оборота шпинделя. На токарных станках с ходовым валиком периодическое выключение подачи может осуществляться посредством муфты, установленной на валу, с механическим или электрическим отключением подачи, а на станках с гидравлическим приводом подачи – посредством импульсной подачи масла в гидроцилиндры подачи.
Метод осциллирующего точения позволяет получить стружку меньшей длины по сравнению с методом дискретного точения. При этом методе точения на постоянную подачу накладывается дополнительное возвратно-поступательное движение режущего инструмента. Стружкодробление будет осуществляться при отношении числа колебаний инструмента f к частоте вращения шпинделя п, не равном целому числу, т. е. основным условием стружкодробления при осциллирующем точении является периодическое прохождение истинного значения подачи через нуль.
Приведенные выше методы управления сливной стружкой находят применение на предприятии при обработке металлов резанием.