Посещение чугунно и сталелитейных цехов
2. Познакомиться:
2.1 С планом участка
2.2 С видами оборудования, используемого на данных участках.
2.3 С устройством электродуговой печи.
2.4 С устройством электроиндукционной печи.
2.5 С устройством формовочных машин.
2.6 Виды работ выполняемых на данном оборудовании.
2.7 Эксцентриковые выбивные решетки.
3. Ознакомиться с работой:
-оборудования для точных видов литья.
-оборудования выбивки и очистки сырья.
-оборудования для изготовления литейных форм.
| Изм |
| Лист. |
| № докум. |
| Подпись |
| Дата |
| Лист |
2.2) Виды оборудования.
-Электродуговые и электроиндукционные печи.
- Формовочные машины.
2.3 )Дуговая сталеплавильная печь — электрическая плавильная печь, в которой используется тепловой эффект электрической дуги для плавки металлов и других материалов.
Преимущества ДСП:
Использование электрической энергии (электрического тока), возможность расплавить шихту (металлолом) практически любого состава, точное регулирование температуры металла и его химического состава
Недостатки :
Высокий местный перегрев под электродами; трудность перемешивания и усреднения химического состава чугуна; значительное количество продуктов горения и шума во время работы.
2.4 )Электроиндукционная печь – сооружение, предназначенное для плавки стали. Индукционная печь представляет собой конструкцию, внутрь которой загружается шихта и индуктора. Через индуктор проходит о переменный ток повышенной частоты. Это создает магнитный поток, который проходит через куски метала и создает токи, которые в свою очередь нагревают металл. Сама конструкция сделана из огнеупорных материалов.
Обычно в таких печах изготавливают сталь и сплавы или из легированных отходов или из чистого шихтового железа с добавкой ферросплавов. При этом способе выплавки важно правильно подобрать пропорции загружаемых материалов. Процесс плавки происходит тут очень быстро, и контролировать состав стали «походу» невозможно.
2.5 )Формовочные машины- машины для изготовления литейных форм.
| Изм |
| Лист. |
| № докум. |
| Подпись |
| Дата |
| Лист |
вид энергии для приведения машин в действие;
метод уплотнения смеси в опоке;
способ извлечения модели из набитой смесью опоки.
Прессовая формовочная машина ПФ-3 имеет стол 1 с прессовым механизмом, неподвижную траверсу 2 и два стола 3, которые могут поворачиваться вокруг стоек 5. Щетки 4 служат для сметания формовочной смеси с поверхности прессового поршня, что делается при очередной установке на него поворотного стола. Применение двух столов повышает производительность труда. На машине работают два формовщика — по одному на каждый стол. Размеры формуемых опок 720Х540Х(70— 120) мм. Машину применяют при массовом производстве отливок небольшой высоты.
Операции при формовке на машине ПФ-3: обдуть модельную плиту 4 (рис. 82, а) левого стола сжатым воздухом из сопла 10 (рис. 83);
опрыснуть модель разделительной жидкостью с помощью пульверизатора;
установить на рамку 1 левого поворотного стола опоку 2 (см. рис. 82, а);
заполнить опоку формовочной смесью и разровнять ее рукой; поворотом вокруг стойки 3 подвести левый стол под траверсу 5 (рис. 82, б);
поворотом рукоятки клапана управления 5 впустить сжатый воздух под прессовый поршень 1 (см. рис. 83). При этом поршень 6 (рис. 82, в) пойдет вверх и уплотнит смесь в опоке;
нажатием на педаль 6 (см. рис. 83) включить, а затем выключить вибратор 3, после чего рукояткой клапана управления 5 выпустить сжатый воздух из-под прессового поршня, благодаря чему произойдет извлечение модели из формы (рис. 82, г);
поворотом вокруг стойки 3 вручную вывести стол из-под траверсы, поставив его в исходное положение (рис. 82, 5); снять готовую полуформу.
Вторую полуформу подобным же образом изготавливают на правом поворотном столе. Производительность машины ПФ-3 составляет 100—120 съемов или 50—60 форм в час.
| Изм |
| Лист. |
| № докум. |
| Подпись |
| Дата |
| Лист |
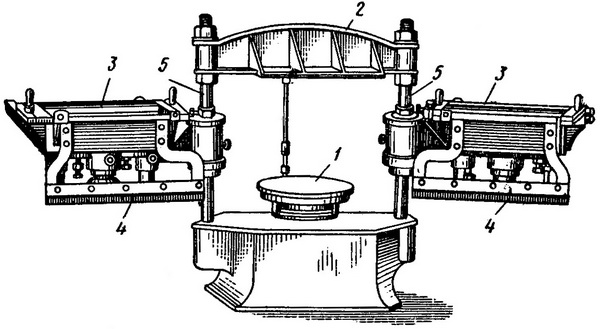
Формовочная машина ПФ-3: 1 — прессовый стол, 2 — прессовая траверса, 3 — поворотные столы, 4 — щетки, 5 — стойки.