Кинематическая схема горизонтального консольно-фрезерного станка модели 6М83Г
ЛАБОРАТОРНАЯ РАБОТА 4
ГОРИЗОНТАЛЬНЫЙ КОНСОЛЬНО-ФРЕЗЕРНЫЙ СТАНОК МОДЕЛИ 6М83Г
Цель работы: изучить конструкцию, устройство, функции и области технологического применения горизонтального консольно- фрезерного станка модели 6М83Г (далее ГФС).
Оборудование: ГФС, кинематическая схема ГФС, чертежи узлов станка, плакаты, технические нормативные правовые акты с условными обозначениями на схемах.
Общие сведения
Фрезерные станки делятся на: станки общего назначения, специализированные и специальные. К станкам общего назначения относятся консольно-фрезерные и бесконсольно-фрезерные, продольно-фрезерные и карусельно-фрезерные станки. Консольно-фрезерные станки, в свою очередь, подразделяются на: горизонтально-фрезерные (простые), горизонтально-фрезерные универсальные, вертикально-фрезерные, широкоуниверсальные фрезерные. Специализированные фрезерные станки применяются при обработке однотипных деталей с переналадкой на рациональную обработку с одного типоразмера детали на другой. Они подразделяются на: копировально-фрезерные, шпоночно-фрезерные, фрезерно-отрезные, барабанно-фрезерные, фрезерно-обточные, резьбо- фрезерные, зубофрезерные, фрезерные станки с программным управлением. Специальные фрезерные станки предназначены для выполнения определенных операций по обработке деталей в условиях крупносерийного и массового производства.
В зависимости от расположения узлов станка (компоновки) различают консольно-фрезерные и бесконсольно-фрезерные станки. Основным конструктивным отличием консольно-фрезерных станков является наличие консоли , перемещающейся в вертикальном направлении по направляющим стойки . На консоли выполнены горизонтальные направляющие, по которым движутся салазки , несущие стол , на котором закрепляют заготовку.
Универсальные горизонтально-фрезерные станки отличаются тем, что на салазках установлена промежуточная поворотная плита, по горизонтальным направляющим которой перемещается стол. Консольно-фрезерные станки разделяют по типоразмерам, т. е. по размерам поверхности стола: 125×500; 160×630;200×800; 250×1000; 320×1250; 400×1600 и 500×2000 мм.
Широкоуниверсальный горизонтально-фрезерный станок отличается наличием дополнительной шпиндельной головки смонтированной на выдвижном хоботе. Головка может поворачиваться на любой угол в вертикальной плоскости. Еще большую универсальность придает станку наличие накладной фрезерной головки со шпинделем, поворачивающимся под любым углом в горизонтальной плоскости. В этих станках отсутствует поворотная плита.
Бесконсольные вертикально-фрезерные и горизонтально-фрезерные станки отличаются тем, что салазки , несущие стол , перемещаются по горизонтальным направляющим станины I, шпиндельная бабка перемещается в вертикальном направлении по направляющим стойки .Обрабатываемая деталь закрепляется на столе, который может получать продольное, поперечное перемещение. Вертикальное перемещение сообщается шпиндельной бабке .
Режущий инструмент - фреза закрепляется на оправке, жестко соединенной со шпинделем станка. Фреза получает непрерывное вращательное движение, называемое главным или движением peзания. Перемещение заготовки в горизонтальной плоскости и шпиндельной бабки в вертикальной называется движением подачи. На станке можно вести скоростное фрезерование благодаря повышенной жесткости и значительной мощности. Обработка деталей на бесконсольно-фрезерном станке нормальной точности позволяет получить детали с теми допусками, какие дает обработка на консольно-фрезерном станке повышенной точности.
Общий вид
Горизонтальный консольно-фрезерный станок модели 6М83Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, торцовыми, концевыми и другими фрезами.
Станок предназначен для выполнения фрезерных работ в условиях как индивидуального, так и крупносерийного производства, где станок может быть использован для выполнения работ операционного характера
На этом станке можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, цилиндрические и конические зубчатые колеса и т. д.
Технологические возможности станков могут быть расширены путем применения делительной головки, поворотного круглого стола и накладной универсальной головки. Общий вид станка представлен на рисунке 4.1.
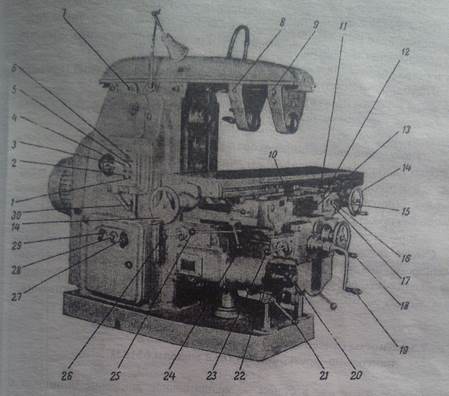
1 — кнопка «Быстро стол»; 2 — кнопка «Толчок шпинделя»; 3 — указатель скоростей; 4 — кнопка «Пуск шпинделя»; 5 — кнопка «Стоп шпинделя»; 6 — переключатель освещения; 7 — рукоятка ручного перемещения хобота; 8, 9 — гайка зажима серьги на направляющих хобота; 10 — винт зажима стола на салазках; 11 — рукоятка включения продольной подачи стола; 12 — винт зажима стола на салазках; 13 — переключатель на автоматический цикл или ручное управление стола; 14 — маховичок ручного перемещения стола; 15 — кнопка «Стоп»; 16 — кнопка «Шпиндель»; 17 — кнопка «Быстро»; 18 — маховичок ручного поперечного перемещения стола; 19 — рукоятка вертикального ручного перемещения консоли; 20 — рукоятка переключения подач; 21 — рукоятка зажима консоли; 22 — указатель подач; 23 — рукоятка включения поперечной и вертикальной подач; 24 — рукоятка зажима салазок на консоли; 25 — рукоятка включения продольной подачи стола; 26 — рукоятка включения поперечной и вертикальной подач; 27 — переключатель вращения шпинделя «влево-вправо»; 28 — переключатель насоса охлаждения «включено- выключено»; 29 — переключатель ввода «включено-выключено»; 30 — рукоятка переключении скоростей.
Рисунок 4.1- Горизонтально консольно- фрезерный станок модели 6М83Г.
Техническая характеристика и высокая жесткость станка позволяют полностью использовать возможности как быстрорежущего так и твердосплавного инструмента. Для сокращения вспомогательного времени и удобства управления в станке предусматриваются:
- дублированное управление кнопочно-рукояточного типа (впереди и с левой стороны станка);
- пуск, остановка шпинделя и включение быстрых ходов станка при помощи кнопок;
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола;
- изменение скоростей и подач с помощью однорукояточных механизмов, позволяющих получать любую скорость или подачу поворотом лимба без прохождения промежуточных ступеней;
- торможение постоянным током.
Станок автоматизирован и может быть настроен на различные автоматические циклы, что повышает производительность труда, исключает необходимость обслуживания станка рабочими высокой квалификации и облегчает возможность организации многостаночного обслуживания.
Кинематическая схема горизонтального консольно-фрезерного станка модели 6М83Г
Главное движение в станке — вращательное движение шпинделя с фрезой, движение подачи — перемещение стола в продольном, поперечном или вертикальном направлениях, а вспомогательные движения — быстрые перемещения стола в тех же направлениях.Кинематическая схема станка показана на рисунке 7.2.
Рассмотрим цепь главного движения. Шпиндель V получает вращение от фланцевого электродвигателя M l (N= 10 кВт, n = 1460 мин-1) через упругую соединительную муфту и зубчатые колеса механизма коробки скоростей, которая позволяет сообщить шпинделю 18 различных скоростей.
Частота вращения шпинделя изменяется переключением двух тройных {3-4-5 и 11-12-13) и одного двойного (15-17) блоков зубчатых колес в коробке скоростей.
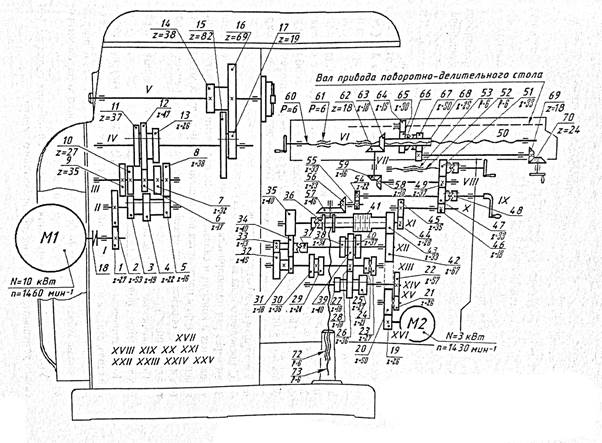
Рисунок 4.2- кинематическая схема станка модели 6М83Г .
Частоты вращения шпинделя находят из уравнения:
n= 1460×27/53×22/33(19/35 или16/38)×38/26×27/37(18/46)×83/38(19/69) мин-1
Минимальная частота вращения — 31,5 мин-1 , максимальная — 1600 мин-1.
Реверсирование шпинделя осуществляется электродвигателем. Для торможения шпинделя предназначена электромагнитная муфта.
Рассмотрим цепь подач. Привод подач осуществляется от отдельного смонтированного в консоли фланцевого электродвигателя М2 (N= 3 кВт, n= 1430 мин-1), через пару колес 19-20 на вал XV коробки подач. Рабочие подачи настраиваются с помощью переключаемых зубчатых колес коробки подач, состоящих из двух трехвенцовых блоков (25- 26-27 и 38-39-40) и одного передвижного зубчатого колеса 34 с кулачковой муфтой. На последнем валу XI коробки в кинематической цепи рабочих подач предусмотрена шариковая пружинная регулируемая муф та, настроенная на предельный крутящий момент 200 Нм. Она предохраняет механизм подач от перегрузок.
С последнего вала коробки подач движение передается в консоль. Затем через ряд цилиндрических и конических зубчатых колес, смонтированных в консоли и салазках, путем включения соответствующей кулачковой муфты приводится во вращение один из трех ходовых винтов, и, таким образом, осуществляется продольная, поперечная или вертикальная подачи.
Переключаемые зубчатые колеса коробки подач позволяют при разных зацеплениях получить 18 различных скоростей.
Кинематическая цепь для ускоренных (установочных) перемещений стола, салазок и консоли выполняется путем передачи движения от двигателя М2 через паразитные зубчатые колеса 19-20-42-43 непосредственно на зубчатое колесо 44 фрикциона 41 быстрого хода, смонтированного на последнем валу XI коробки подач.
Указанный фрикцион сблокирован с муфтой рабочих подач 36, тем самым устраняются случаи их одновременного включения.
Продольные и поперечные подачи одинаковы, в то время как вертикальные -в три раза меньше.
Уравнение кинематического баланса продольных и поперечных подач без переборного колеса 34 (дает 9 больших значений) имеет вид:
s =1430 26/50 26/57×36/18 (27/27 или 18/36) × 24/34 (18/40 или 21/37) 40/40 28/35  18/33 ×33/37 18/16 18/18 6 мм/мин.
18/33 ×33/37 18/16 18/18 6 мм/мин.
С включением через переборное колесо получаем 9 пониженных подач, т. е.
s= 1430 • 26/50 • 26/57 36/18 (27/27 или 18/36) × 24/34 (18/40 или 21/37) 13/45 40/40 ×28/35 ; 18/33 ×33/3718/1618/186, мм/ми.
Значения подач лежат в пределах от 25 до 1250 мм/мин.