Измерений штангенциркулем ШЦ-II (ГОСТ 166-80)
ЛАБОРАТОРНАЯ РАБОТА №2
ИЗМЕРЕНИЕ РАЗМЕРОВ ДЕТАЛИ АБСОЛЮТНЫМ МЕТОДОМ
Цель работы:
- раскрытие понятия абсолютного метода измерения;
- освоение методики выбора, измерительного инструменте по
точности измерения;
- изучение конструкции штангенциркуля, штангенглубиномера и
микрометра, их метрологических характеристик;
- приобретение навыка пользования штангенциркулем, штвнген-
глубиномером и микрометром.
Понятие об абсолютном методе измерения
Измерение линейных размеров выполняют абсолютным и относи-
тельным методами.
При абсолютном методе чтение результата измерения производят
непосредственно по показанном измерительного прибора. Отличительным признаком измерительных средств для абсолютных измерений является наличие у них штриховых мер (линейных шкал), с которыми сравнивается измеряемая величина. Точность измерительных средств для абсолютных измерений ограничена точностью изготовления шкал.
Наиболее распространенными измерительными средствами для
абсолютных измерений являются штангенинструменты и микрометри-
ческие инструменты.
Устройство, техническая характеристика и методика
измерений штангенциркулем ШЦ-II (ГОСТ 166-80)
Штангенциркуль предназначен для измерения внутренних и
нарушит размеров абсолютным методом.
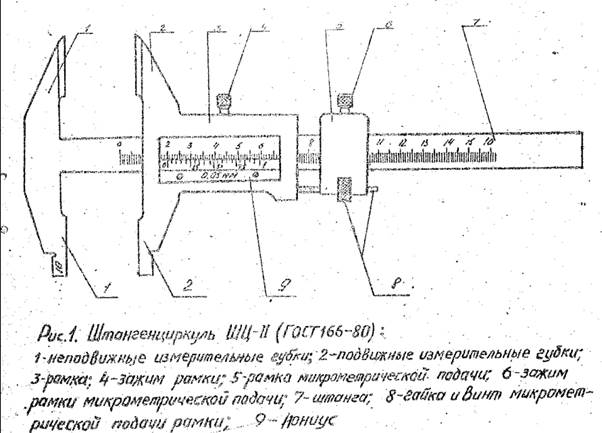
Устройство штангенциркуля ШЦ-II(см. рис.1) показано на
рис. I. Штангенциркуль имеет две шкалы: основная находится на
штанге 7, дополнительная находится но нониусе 9. Нижняя паре
губок служит для наружных и внутренних измерений; верхняя пара
губок, имеющих заострение, служит для разметки, а также для
наружных измерений.
Величина отсчета по нониусу, мм - 0,05 или 01
Погрешность измерения, мм + (0,05 или 0,1)
Последовательность изменения. При измерении штангенциркулем
измерительные поверхности губок доводят до требуемого размера
путем соприкосновения с проверяемой поверхностью, проверяя при
этом правильность их положения (отсутствие перекосов и нормальности усилия при перемещении), закрепляют рамку 3,читают показания.
При измерении наружных размеров деталь сжимается внутренними измерительными поверхностями нижних нубок.
При измерении внутренних размеров наружные измерительные
поверхности нижних губок приводят в соприкосновение со стенками отверстия. При этом к показаниям штангенциркуля прибавляется толщина губок, указанная на них.
Нониусы. 1. Нониус с величиной отсчета 0,05 мм. Длина нониуса равна 39 мм, он разделен на 20 частей. Интервал деления нониуса составляет 39:20=1,05 мм, т.е. на 0,05 мм меньше целого числа» Величина С = 0,05 мм и является величиной отсчета по нониусу.
2. Нониус с величиной отсчета 0,1 мм. Длина нониуса равна
19 мм, он разделен на 10 частей. Одно деление нониуса составляет 19:10 » 1,9 мм т.е. на 0,1 мм меньше целого числа.
С=0,1 мм является величиной отсчета по нониусу.
При нулевом показании штрих нониуса находится до ближайшего
справа штриха штанги на расстоянии9 равном величине отсчета
(0,05 или 0,1 мм) умноженной на порядковый номер штриха нониуса, не считая нулевого.
Чтение показаний на штангенциркуле.
Целое число миллиметров отсчитывается по шкале штанги 7 слево направо штрихом нониуса. Дробная величина определяется умножением величины отсчета нониуса (0,05 или 0,1 мм) на порядковый номер штриха нониуса (не считая нулевого) точно совпадающего со штрихом штанги. Таким образом, отсчет измеряемой величины А по шкале с нониусом складывается из отсчета целых делений по щкале штанги и отсчета дробной части деления по шкале нониуса, т.е.
A=N+KC
где А - измеряемая величина;
N - целое число делений шкалы штанги, указываемое нулевым штрихом нониуса;
К - номер штриха нониуса (не считая нулевого) точно совпадающего с любым штрихом шкалы штанги;
C – величина отсчета по нониусу.
Примеры чтения на штангенциркуле с нониусами, имеющими
величину отсчета 0,05 или 0,1 мм приведены на рис. 2.
3. Устройство, техническая характеристика и методика измерения штангенглубиномером ( см. рис.З ).
Штангенглубинсмер предназначен для измерений расстояний
между двумя плоскостями, глубин пазов, глубин отверстий, длин
и высот ступенчатых деталей абсолютным методом. Устройство штангенглубиномера показано на рис 3.
Технические характеристики.
Предел измерения, мм, от 0 до 250;
Величина отсчета по нониусу, мм, 0,05 или 0,1;
Погрешность измерений, мм ± (0,05 или 0,1) .
Последовательность измерения. При измерении штангенглубиномером измерительные плоскости детали 1 и 6 доводят, до требуемого размера путем соприкосновения с проверяемыми поверхностями.
Метод чтения показаний на штангенглубиномере аналогичен методу
чтения на штангенциркуле.