Определение вида заготовки
Физические свойства материала 30Х
| T | E 10- 5 | a 106 | l | r | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 2.08 | ||||||
| 2.11 | 12.4 | 46.5 | ||||
| 12.9 | 44.4 | |||||
| 1.97 | 13.3 | 42.3 | ||||
| 13.8 | 38.5 | |||||
| 1.75 | 14.1 | 35.6 | ||||
| 14.5 | 31.9 | |||||
| 14.8 | 28.8 | |||||
| 26.7 | ||||||
Технологические свойства материала 30Х
| Свариваемость: | ограниченно свариваемая |
| Флокеночувствительность: | чувствительна |
| Склонность к отпускной хрупкости: | склонна |
Температура критических точек материала 30Х
| Ac1 = 740, Ac3(Acm) = 815, Ar1 = 670 |
Химический состав в % материала 30Х
| C | Si | Mn | Ni | S | P | Cr | Cu |
| 0.24 - 0.32 | 0.17 - 0.37 | 0.5 - 0.8 | до 0.3 | до 0.035 | до 0.035 | 0.8 - 1.1 | до 0.3 |
Механические свойства:
| sв | - Предел кратковременной прочности , [МПа] |
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] |
| d5 | - Относительное удлинение при разрыве , [ % ] |
| y | - Относительное сужение , [ % ] |
| KCU | - Ударная вязкость , [ кДж / м2] |
| HB | - Твердость по Бринеллю , [МПа] |
Физические свойства :
| T | - Температура, при которой получены данные свойства , [Град] |
| E | - Модуль упругости первого рода , [МПа] |
| a | - Коэффициент температурного (линейного) расширения (диапазон 20° - T ) , [1/Град] |
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | - Плотность материала , [кг/м3] |
| C | - Удельная теплоемкость материала (диапазон 20° - T ), [Дж/(кг·град)] |
| R | - Удельное электросопротивление, [Ом·м] |
Магнитные свойства :
| Hc | - Коэрцитивная сила (не более), [ А/м ] |
| Umax | - Магнитная проницаемость (не более), [ МГн/м ] |
| P1.0/50 | - Удельные потери (не более) при магнитной индукции 1.0 Тл и частоте 50 Гц, [ Вт/кг ] |
| B100 | - Магнитная индукция Tл (не менее) в магнитных полях при напряженности магнитного поля 100, [ А/м ] |
Свариваемость :
| без ограничений | - сварка производится без подогрева и без последующей термообработки |
| ограниченно свариваемая | - сварка возможна при подогреве до 100-120 град. и последующей термообработке |
| трудносвариваемая | - для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки |
Эскиз детали представлен на рис.1
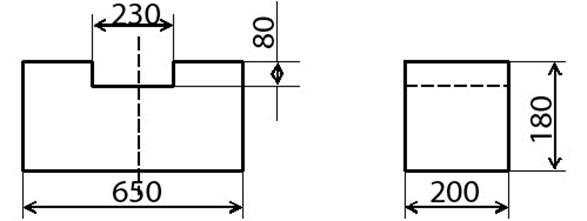
Рис.1 Эскиз детали «Планка»
Определяем объем и массу детали по формулам:


1.Выбор варианта технологического процесса ковки.
Так как масса детали равна 142,1 кг то ковку поковки производим на паровоздушном ковочном молоте.
2.Разработка чертежа поковки.
2.1. Назначение припусков на механическую обработку и допусков на размеры поковки.
В соответствии с ГОСТ 7829-70 назначаем припуски на механическую обработку и допуска на размеры поковки по табл.63 с.452 [1] на все размеры детали. Результаты сводим в таблицу.
| Размеры детали | |||||
| Припуск и допуск | 
| 
|
| 
| 
|
| Размеры поковки | 
| 
| 
| 
| 
|
Составление чертежа поковки.
По табличным и расчетным данным составляем чертеж поковки.

Рис.2 Чертеж поковки «Планка»
Определение объема и массы поковки.
Определяем объем и массу поковки по формуле:


Определение вида и размеров заготовки.
Определение вида заготовки.
Так как масса поковки равна 180 кг, то исходной заготовкой будет прокат.