Методика проектирования трудовых процессов
Рис. 1. Структура рабочего времени в нормировании труда
Часть рабочего времени человек не выполняет никакой работы — это время перерывов (при этом обеденный перерыв, конечно, сюда не относится — в соответствии со ст. 66 КЗоТ):- 3 слайд
- Прежде всего, в него включаются обязательные перерывы для отдыха и личных нужд. Их длительность зависит от условий труда, степени его монотонности, физического, эмоционального и интеллектуального напряжения во время работы и других факторов. Продолжительность таких перерывов устанавливается в соответствии с нормативами, а если их нет, то рассчитывается по специальным методикам.
При индивидуальной организации труда работники самостоятельно распределяют время подобных перерывов в течение смены. При коллективных формах организации труда, например в конвейерном производстве, перерывы для отдыха и личных надобностей могут устанавливаться по утвержденному графику.
- Другим видом перерывов являются технологические перерывы. Достаточно часто возникают ситуации, когда работник вынужден прекращать работу и простаивать в силу особенностей технологии и организации труда. Например: ожидание окончания погрузки/разгрузки автомобиля; ожидание прогрева печи до заданной температуры; отвод рабочих из зоны взрыва при проведении подрывных работ и т. п. Конечно, такие перерывы характерны не для всех должностей и профессий, но в ряде случаев обойтись без них не удается.
Перерывы для отдыха и личных надобностей, а также технологические перерывы относятся к регламентируемым, т. е. они включаются в состав нормы труда и учитываются при расчете общей трудоемкости работы или численности персонала.
Другую группу перерывов составляют нерегламентированныеперерывы. Они никогда не включаются в состав норм, при этом их минимизация (а лучше полное исключение) — одна из основных задач управления и организации производства. К нерегламентированным относятся:
- перерывы, возникающие вследствие нарушения дисциплины работником (опоздание и преждевременный уход с рабочего места, отвлечения во время работы, самовольный уход и т. п.);
- простои из-за организационно-технических проблем (поломки, отсутствие сырья или заготовок, другие причины, нарушающие нормальный ход технологического процесса).
4 слайд
Рабочее время за вычетом перерывов называется временем работы. Конечно, нужно стремиться к тому, чтобы все это время работник выполнял производственное задание, но в реальных условиях он может заниматься работой не по заданию — случайными, не свойственными данной должности функциями (например, исправлением брака, допущенного не по вине данного работника, и т. п.).
Время выполнения задания, в свою очередь, структурировано:
1. Работнику нужно подготовиться самому и подготовить средства производства к выполнению нового производственного задания (партии изделий), а также провести все действия, связанные с его окончанием: получение материалов, инструментов, приспособлений, рабочего наряда и технической документации, получение инструктажа, установка и снятие инструментов и приспособлений, настройка оборудования, сдача готовой продукции, сдача приспособлений, инструментов, рабочего наряда, технической документации и остатков материалов. Это так называемое подготовительно-заключительное время; в зависимости от характера организации производства оно затрачивается либо один раз за смену, либо на каждую партию изделий. Его доля может составлять от 1 до 15% рабочего времени (это зависит от серийности производства).
2. Часть времени работник затрачивает на обслуживание рабочего места: производит действия, связанные с уходом за рабочим местом и поддержанием оборудования, инструментов и приспособлений в рабочем состоянии в течение смены. Иногда время обслуживания рабочего места разделяют на время технического и организационного обслуживания, хотя обычно в этом нет никакой необходимости.
3. Оставшаяся часть времени называется оперативным временем; оно затрачивается работником на выполнение заданной операции: изменение формы, свойства и качества предмета труда или его положения в пространстве. Оперативное время также делится на части: основное и вспомогательное:
- Основное время — часть оперативного времени, затрачиваемого на выполнение основной задачи данного процесса по качественному или количественному изменению средств труда (обработка детали на станке, закручивание гаек при сборке, выемка грунта и т. д.).
- Вспомогательное время — часть оперативного времени, затрачиваемого на выполнение действий, создающих возможность выполнения основной задачи (загрузка машины сырьем; выгрузка и съем выработанной продукции; установка и переустановка деталей, инструмента и приспособлений; перемещения рабочего, связанные с выполнением операции).
5 слайд
Многие специалисты, только начинающие всерьез заниматься нормированием труда, совершают грубую ошибку, сосредотачивая внимание на оперативном времени, считая, что именно оно — «главный объект», а всем остальным можно пренебречь. Особенно это характерно для небольших предприятий, где специалисту порой просто не с кем посоветоваться. Это действительно грубая ошибка! Ведь, в зависимости от характера нормируемой работы, оперативное время может составлять всего 50–60% от общих его затрат.
Состав нормы времени
Норма времени — самый популярный вид норм труда; ее популярность обусловлена 1) простотой использования и 2) тем, что она понятна — как тому, кто нормирует, так и тому, чей труд нормируется. Кроме того, норму времени сравнительно легко получить (например, с помощью хронометража рабочего процесса).
6 слайд
Как и, собственно, рабочее время, норма времени включает в себя несколько видов регламентируемых затрат и потерь рабочего времени
Структура нормы времени
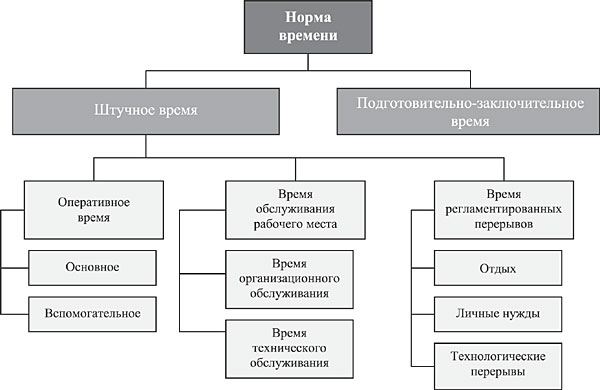
Норма времени включает норму штучного и подготовительно-заключительного времени.
Оперативное время слагается из основного и вспомогательного. Для машинных производственных процессов их разделяют и нормируют отдельно. Для ручных, ручных механизированных и машинно-ручных производственных процессов оперативное время нормируют «целиком», не разделяя на составляющие. Подробнее об особенностях нормирования различных типов производственных процессов будет рассказано отдельно.
Говоря о нормах времени, всегда следует использовать их правильные наименования. Употребляя понятие «норма времени», мы подразумеваем, что эта норма включает в себя все виды затрат и потерь рабочего времени, связанных с данной работой. Если же говорим «штучное время», то в состав нормы не вошло подготовительно-заключительное время. И так далее.
В сборниках норм, особенно для операций механической обработки на металлорежущих станках, можно встретить термин «неполное штучное время». В таких случаях следует внимательно изучить общую часть сборника, где обязательно будут даны соответствующие разъяснения и перечень затрат времени, включенных в состав данной нормы.
7 слайд
Когда мы говорим о трудовом процессе, необходимо отметить, что трудовой процесс - это процесс воздействия работника на предмет труда или орудие труда с целью изготовления продукции или выполнения работ, сопровождаемых затратами физической и нервной энергии человека.Трудовой процесс может быть индивидуальным или коллективным. Индивидуальным является процесс, в котором занят один исполнитель), результаты деятельности которого носят индивидуальный характер.Индивидуальный процесса зависимости от специализации рабочего места может состоять из разного количества и вида операций. В процессе проектирования трудового процесса должен быть разработан рациональный метод труда рабочего, обеспечивающий выполнение производственного задания минимальными затратами физической и нервной энергии, при соблюдении требуемого качества работы.[20, с. 11]
Методика проектирования трудовых процессов
Необходимо отметить, что трудовой процесс-это процесс воздействия работника на предмет труда или орудие труда с целью изготовления продукции или выполнения работ, сопровождаемых затратами физической и нервной энергии человека. Проектирование трудовых процессов по своей сущности является методом построения и совершенствования организации труда на научной основе.
8 слайд
Принципы проектирования трудовых процессов можно подразделить на две группы: общие и специфические.
К общим относятся: непрерывность, параллельность, естественность и экономия трудовых движений; совмещение трудовых действий и приемов: благоприятность позы; оптимальная загрузка исполнителя и используемой им техники; повышение содержательности труда и творческих возможностей его осуществления; полное соответствие квалификации рабочего выполняемой работе; предупредительность обслуживания.[7, с. 30]
Специфические принципы: обеспечение временных и пространственных взаимосвязей, пропорциональности и слаженности в работе всей производственной цепочки; синхронизация действий исполнителей и предупреждение возможных нарушений нормального хода производственного процесса; установление заданий, исходя не из простого сложения сил отдельных работников, а из суммарных усилий, создаваемых коллективным трудом; синхронизация работы взаимосвязанных производственных цепочек: создание заинтересованности в улучшении результатов труда и повышение коллективной ответственности, а также создание условий для оказания взаимной помощи и взаимоконтроля.
в практической работе по совершенствованию организации трудового процесса используется ряд принципов, сущность которых изложена ниже.
Принцип оптимального содержания трудового процесса заключается в том, что в его состав должны включаться элементы, обеспечивающие наиболее благоприятное для человека сочетание умственной и физической деятельности, равномерную нагрузку на различные органы и ритмичность трудового процесса. Правильное сочетание умственной и физической деятельности достигается выбором оптимальных форм технологического и функционального разделения труда. Большое значение имеет равномерная работа рук, ног, корпуса, что создает условия не только для роста производительности труда, но и для снижения утомления рабочего в процессе труда. Выработке четкого трудового ритма способствуют специализация рабочих мест на выполнении определенного круга аналогичных операций, укрупнение партий обрабатываемых деталей, устранение случаев отвлечения рабочего от его основной работы.
Одним из главных показателей содержания труда является количество различных трудовых движений в операции. Уменьшение их разнообразия, а следовательно, увеличение количества одинаковых движений, выполняемых в течение рабочего дня, ведет к образованию у рабочего устойчивого динамического стереотипа и в определенных пределах к повышению производительности труда. Дальнейшее обеднение содержания операций влечет за собой повышение монотонности труда и снижение его производительности. Следует подчеркнуть, что оптимум содержания труда зависит от психофизиологической характеристики рабочего, имеющей большое значение для правильного подбора трудовых функций и операций каждому рабочему.
При бригадной форме организации труда оптимизации содержания труда способствует проектирование содержания коллективных трудовых процессов, в осуществлении которых участвует вся бригада или звено, и организация чередования выполнения рабочими различных операций.
Принцип параллельности заключается в обеспечении одновременной работы человека и машины, одновременной работы нескольких машин, одновременного участия в трудовом процессе обеих рук исполнителя. Соблюдение принципа параллельности сокращает затраты времени на выполнение операций и тем самым повышает эффективность производства. С точки зрения физиологии выполнение параллельных действий различными органами не только не повышает утомления человека, но и при частичном совмещении действий и наличии некоторых микропауз способствует его снижению. Соблюдение принципа параллельности работы человека и машины означает выполнение по возможности приемов вспомогательной, подготовительно-заключительной работы и обслуживания рабочего места во время автоматической работы оборудования, одновременную обработку нескольких деталей на одном станке, параллельную работу различных инструментов, многостаночное обслуживание и т. д.
Принцип экономии мускульной и нервной энергиипредусматривает исключение из трудового процесса лишних приемов, трудовых действий и движений. Лишними часто оказываются перекладывания, например, предмета труда или инструмента из одной руки в другую, статические приемы (держать, поддержать), переходы в пределах рабочего места и вне его и т. д. Лишними движениями чаще всего являются нагибания, повороты, приседания и т. д.
При выборе траектории движений отдается предпочтение симметричным движениям по сравнению с несимметричными, плавным и непрерывным движениям по сравнению с зигзагообразными, круговым движениям по сравнению с прямолинейными и т. д.
При выборе рабочей позы следует учитывать, что мышечное напряжение при работе стоя и прямой позе на 15 %, а при согнутой позе почти вдвое выше, чем при работе сидя. Чередование работы стоя и сидя значительно снижает утомление, поскольку в этом случае чередуется нагрузка на различные группы мышц. Поэтому следует стремиться к тому, чтобы рабочая поза была непринужденной и естественной, чтобы рабочий имел возможность попеременно работать сидя и стоя, изменять позу.
Сопряжение рук рабочего с органами управления оборудованием должно быть устойчивым и обеспечивать быстроту и удобства взятия предмета, выгодное приложение усилий и правильное их распределение. Практическое осуществление этих рекомендаций обеспечивается главным образом конструированием оборудования, технологической и организационной оснастки с учетом антропометрических данных человека, рациональной планировкой рабочего места, исключающих лишние трудовые приемы и движения.
На производственных участках экономия мускульной и нервной энергии работников достигается за счет рационального размещения оборудования, рабочих мест, складов, кладовых, организацией активного обслуживания производства, в результате чего сводятся к минимуму переходы их вне рабочих мест.
Экономии мускульной и нервной энергии способствует такое построение трудового процесса, при котором каждый последующий прием, трудовое действие или движение является естественным продолжением предшествующих им элементов трудового процесса. Важно, чтобы последовательно обрабатываемые поверхности или сборочные переходы непосредственно следовали один за другим, чтобы отсутствовали возвратные движения, возвратные переходы внутри цикла и т. д.
Принцип плановости и предупредительности обслуживания рабочих мест заключается в согласовании во времени и установлении строгого регламента выполнения основных и вспомогательных работ. Соблюдение этого принципа позволяет сократить перерывы в работе, связанные с недостатками обслуживания рабочих мест и оборудования, путем выполнения всех или большей части работ по обслуживанию рабочих мест без простоев оборудования и потерь рабочего времени основных рабочих.
Принцип соответствия работника выполняемой работезаключается в подборе рабочих таким образом, чтобы они по своим психологическим и физиологическим данным; общеобразовательной и профессиональной подготовке в наибольшей мере соответствовали характеру и содержанию выполняемой работы.
Эти цели достигаются путем проведения профессионального отбора, а также организации обучения, повышения квалификации, производственного инструктажа и тренировок, обеспечивающих приобретение необходимой квалификации и производственных навыков и быстрое освоение им рациональных методов и приемов труда.
Принцип оптимальной интенсивности труда заключается в установлении на основе нормативов по труду такого уровня интенсивности труда, который обеспечивает высокую его производительность при оптимальном физическом и нервном напряжении.
Принцип оптимальной производительности работы оборудования заключается в установлении на основе нормативов или специальных исследований таких режимов работы оборудования, которые обеспечивали бы наименьшие суммарные затраты живого и прошлого труда на выполнение как отдельных технологических операций, так и производственного процесса в целом. Исходя из этоготребования, предельно высокие режимы работы устанавливаются преимущественно на наиболее загруженном оборудовании, лимитирующем пропускную способность участков и цехов.
Принцип оптимального режима труда и отдыха рабочих на производстве означает установление времени начала и окончания работы, чередования смен, начала и окончания обеденных и других регламентированных внутрисменных перерывов, обеспечивающих наиболее благоприятные условия труда, а также создающих условия для своевременного проведения ремонтных, наладочных и других подготовительных работ, закрепления оборудования за рабочими и т. д.
Соблюдение перечисленных принципов является одним из главных условий высокой производительности и благоприятных условий труда.
9 слайд
При проектировании трудовых процессов необходим комплексный подход к учету
всех факторов, оказывающих влияние на результаты труда исполнителя. В
зависимости от стоящих задач, содержания и сложности различных работ, степени
их детализации, изучения и проектирования могут применяться различные методы
анализа и проектирования трудовых процессов: расчетные, графические,
макетные, моделирование, экспериментальные и др. Различные методы могут
использоваться как раздельно, так и в различных сочетаниях: графические с
расчетными, макетные с моделированием, расчетные с экспериментальными. [4]
При проектировании сложных трудовых процессов целесообразно использовать
графические и графически-расчетные методы. Например, при проектировании
коллективных трудовых процессов с помощью расчетов и графиков добиваются
синхронизации действий всех членов бригады, выполняющих различные трудовые
процессы.
Графически-расчетные методы широко используются в проектировании трудовых
процессов рабочего-многостаночника для увязки действий рабочего по
обслуживанию станков с машинно-автоматической работой.
Макетный метод и моделирование используются при проектировании внешней и
внутренней планировки рабочих мест, определении рационального размещения
основного и вспомогательного оборудования, организационной и технологической
оснастки.
Применение микроэлементных нормативов целесообразно при проектировании
приемов, трудовых действий и движений большой повторяемости в условиях
массового производства, а также для многократно повторяющихся приемов в
серийном, мелкосерийном и единичном производстве, для работ по обслуживанию
производства. Применение микроэлементных нормативов позволяет использовать
ЭВМ для моделирования различных методов труда, отбора наиболее эффективного и
производительного способа их выполнения.
При выборе метода проектирования трудового процесса необходимо учитывать
основные принципы экономии движений. Движения должны быть одновременными,
симметричными, естественными, ритмичными, привычными. Первые три принципа
относятся к отдельным движениям, два других к комплексу движений.
Одновременные движения – движения должны быть построены так, чтобы
одновременно действовали обе руки и кисти рук. По возможности они должны
выполнять одно и то же трудовое действие, одновременно начинать и заканчивать
данную серию движений.
Симметричные движения – после определения последовательности с учетом
одновременности выполнения работ обеими руками необходимо спроектировать
трудовой процесс так, чтобы движения были симметричными относительно
воображаемой линии, проходящей через середину корпуса. Вследствие
симметричности человеческого тела симметричные движения рук выполняются
легче, когда они одновременно направляются к корпусу или от него. Когда
движения производятся симметрично и одновременно, достигается не только
равенство движений во времени, но и обеспечивается равновесие всего корпуса,
что облегчает выполнение работы.
Естественные движения – естественные движения легче и лучше всего
соответствуют форме и устройству человеческого тела и являются плавными,
закругленными, а не прямолинейными. Например, рука движется по дуге с
центром в локтевом или плечевом суставе. При повороте корпуса плечи описывают
дугу. Нога покачивается от колена до бедра. Проектируя трудовые движения,
нужно учитывать пять основных видов движений руки и ее частей: пальцев;
пальцев и кисти; пальцев, кисти рук и предплечья; пальцев, кисти руки,
предплечья и плеча; пальцев, кисти руки, предплечья и плечевого сустава,
Ритмичные движения – одной из характеристик метода труда является развитие
ритмичности при повторении движений. Последнее движение трудового действия
должно легко переходить в первое движение последующего трудового действия.
Всякие ненужные изменения в направлении движений должны быть сведены к
минимуму, так как их замедление, остановка, изменение в направлении движений
приводят к потерям времени и энергии,
Привычные движения – при проектировании многократно повторяющихся движений
необходимо предусмотреть, чтобы движения каждый раз выполнялись совершенно
одинаково. С развитием ритмичности работы у рабочего будут вырабатываться
навыки выполнения движений, возникает автоматизм движений, что способствует
снижению утомляемости и напряжений.
Микроэлементные нормативы – это значения времени, полученные в результате
статистической обработки и определения вероятного времени, необходимого для
большинства исполнителей на выполнение микроэлемента. Микроэлемент – простой
элемент ручной операции, представляющий собой законченное действие,
характеризующийся единством целевой установки, постоянством состава
взаимодействующих объектов и состоящий из одного трудового движения (их
комплекса), выполняемого непрерывно. Назначением и областью применения
систем микроэлементных нормативов являются: анализ и рационализация
применяемых методов труда на конкретном рабочем месте; разработка
эффективных методов труда до начала выполнения проектируемой операции;
разработка нормативов времени различной степени укрупнения и нормативных
формул; установление норм времени; выбор наиболее эффективного оборудования,
планировки и оснащения рабочих мест; оценка эффективности запроектированного
метода выполнения трудового процесса; обучение рабочих эффективным методам
труда.