Классификация пластмасс j !5|
Класс А. Пластические массы на основе высокомолекулярных соединений, получаемых цепной полимеризацией: полиэтилен БД; полиэтилен НД; полипропилен; винипласт; пластнкаты па основе поливинилхлорида; полизобутилен; фторопласты; полистирол и его сополимеры; этинопласты (поливинилбутираль и др.); актилопласты: асбовинил и др.
Класс Б. Пластические массы на основе полимеров, получаемых поликонденсацией и ступенчатой полимеризацией: фенопласты с разными наполнителями (пресс-порошки, волокниты. текстолиты, стеклотекстолиты, фаолит и др.); аминопласты; мелалит; апилиноплпет; эфиропласты; полиамиды (капрон и др.); уретанопласты; композиции на основе кремнийорганических смол (силиконо- пласты); эпоксипласты и др.
Класс В. Пластические массы на основе химически модифицированных природных полимеров. К ним относятся пластмассы на основе производных Целлюлозы (целлулоид, этролы различных марок и др.), а также протеинопла- сты.
Класс Г. Пластические массы па основе природных и нефтяных асфальтов и смол: битумопласты с различными наполнителями.
Способы переработки пластмасс в детали: переработка в вязкотекучем состоянии (прессованием, литьем под давлением, выдавливанием); переработка в высокоэластичпом состоянии (пневмо- и вакуумформовкой, штамповкой); получение деталей из жидких полимеров различными способами формообразования: переработка в твердом состоянии разделительной штамповкой и обработкой резанием; получение нерагьемных соединений сваркой, склеиванием; различные способы переработки (спекание, напыление).
Из пластмасс, находящихся в вязкотекучем состоянии, детали изготавливают способами прессования, ли тья! выдавливания.
Прямое (компрессионное) прессование один из основных способов получения деталей из реактопластов. В полость матрицы пресс-формы загружают таблетированный или порошкообразный материал. При замыкании пресс- формы пуансон создает давление. Под действием давления и теплоты от нагретой пресс-формы материал размят чается и заполняет полость пресс-формы.
Литьевое прессование отличается от прямого тем, что прессуемый термореактивный материал загружают не в полость пресс-формы, а в специальную загрузочную камеру. Под действием теплоты от пресс-формы прессуемый материал превращается в вязко текучее состояние и под давлением со стороны пуансона выжимается из загрузочной камеры в полости матрицы пресс-формы через отверстие в литниковой плите. Недостатком литьевого прессования является повышенный расход пресс-материала, так как в загрузочной камере и литниковых каналах остается часть необратимого пресс-материала.
Литье под давлением Материал из загрузочного бункера подается дозатором в рабочий цилиндр е пектронагревателем. При движении поршня, доза материала поступает в зону обогрева, а расплавленный материал через сопло и литниковый канал -— в полость пресс-формы, в которой формируется деталь.
Центробежное литье применяют для получения крупногабаритных и толстостенных деталей. Центробежные силы прижимают залитый в форму материал к внутренней поверхности формы.
Выдавливание (или экструзия) отличается от других способов переработки термопластов непрерывностью, высокой производительностью и тем, что на одном и том же оборудовании можно получить разнообразные детали. Выдавливание осуществляют на специальных шнековых машинах-автоматах.
Пластмассовые детали изготавливают также обработкой резанием. В качестве заготовок используют листы, трубы, прутки, профили различного сечения. Применяют разделительную штамповку и обработку резанием
94. Система «человек-— машина» (СЧМ) есть система, состоящая из человека- оператора и «машины» или совокупности технических средств, посредством которых он осуществляет трудовую деятельность
Деятельность оператора в СЧМ складывается из совокупности его действий. Действие -— функциональный элемент деятельности, имеющий сознаваемую человеком цель. Деятельность оператора имеет структуру, т.е. пространственно- временную организацию выполнения алгоритма его деятельности, а также алгоритм — логическую организацию его деятельности, состоящую из совокупности программы действий и воспринимаемой информации, сигналов, образов и т.п. Совокупность свойств человека-оператора, влияющих на эффективность СЧМ, можно охарактеризовать как человеческий фактор СЧМ. Принадлежность ЭА или ЭВА к СЧМ является основным признаком отличия аппаратуры от элементной базы.
Основные операции, выполняемые оператором при подготовке ЭА или ЭВА к применению:
упаковка, транспортирование к месту установки и применения;
развертывание на месте и установка на объекте, в процессе которых оператор осуществляет размещение, крепление и соединение между собой частей ЭЛ или ЭВА;
включение и определение работоспособности, пригодности для применения по назначению.
Типы операторской деятельности:
оператор-манипулятор. Совершает исполнительные действия, руководствуясь однозначными, предварительно усвоенными инструкциями. Основную роль в его деятельности играют механизмы сенсомоторной регуляции;
оператор-наблюдатель и контролер. Может осуществлять немедленное и отсроченное обслуживание. Основную роль играют не сенсомоторные действия, а восприятие информации, оперативная память и оперативное мышление;
оператор-исследователь и диагностик. Этот тип операторской деятельности применительно к ЭА или ЭВА характерен для технического обслуживания и ремонта. Сенсомоторная регуляция не играет определяющей роли, в основном используются кратковременная и долговременная память, понятийное и логическое мышление, опыт, отображенный в памяти;
оператор-руководитель. Такой тип оператора не управляет непосредственно техническими средствами, он управляет людьми.
Деятельность реального оператора может совмещать все или часть типов операторской деятельности.
Принятие решения и осуществление действий — основная цель деятельности оператора. Существуют разные типы операторской деятельности, для которых характерны различные по сложности категории задач:
1. Стереотипные, или простейшие задачи характерны для оператора- манипулятора. Они заключаются в принятии простейших решений, например о выключении аппаратуры при возникновении сигнала аварии. При решении простейших задач привлечение человека-оператора наименее эффективно из-за сравнительно медленной реакции и утомления, а также длительного обучения. Решение таких задач обычно сравнительно просто автоматизируется;
2.Мыслительные задачи предполагают их решения при последовательной реализации определенных мыслительных операций, т.е. когда алгоритм решения известен и усвоен оператором. Такие задачи характерны для оператора- наблюдателя. Они встречаются при обнаружении и различении сигналов, оценке помеховой ситуации, интерпретации часто встречающихся результатов, оценке качества изделия при контроле, простых случаях поиска неисправностей и т.п. Время, затрачиваемое на принятие таких решений, существенно больше, чем время сенсомоторной реакции. Решение таких задач может быть автоматизировано, но аппаратура усложняется;
3.Проблемные задачи. Для их решения не удается ограничиться использованием только заранее известных правил (алгоритмов). Процесс принятия проблемного решения предполагает выбор стратегии и составление плана действий, сопоставление результатов промежуточных этапов с конечной целью и т.п. Такие задачи встречаются при поиске отказов в сложной аппаратуре, ее регулировке и развертывании, при анализе сложных помеховых ситуаций и т.п. Решение проблемных задач наиболее сложно поддается автоматизации. Такие задачи свойственны операторам-исследователям и ди
46. Компоновка электронной аппаратуры — размещение в пространстве или на плоскости элементов, имеющих электрические соединения в соответствии с принципиальной схемой, и обеспечение допустимого минимума паразитных взаимодействий, которые не нарушают значения расчетных выходных параметров электронной аппаратуры [13J.
Под компоновкой также понимают взаимную ориентацию изделий относительно друг друга в ограниченном пространстве. Установление основных геометрических форм и расстояний между ними отражает компоновочная схема. Компоновочная схема может быть выполнена детально в виде сборочного чертежа либо упрощенно в виде эскизного рисунка [4].
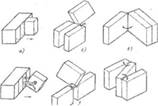
Компоновочные схемы блоков ЭА и ЭВА представлены на рисунке 3.5.1 [6].
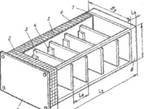
 В блоках разъемной конструкции ячейки устанавливают в ответные части электрических соединителей, расположенные на монтажной панели блока (рисунок 3.5.2) [6].
В блоках разъемной конструкции ячейки устанавливают в ответные части электрических соединителей, расположенные на монтажной панели блока (рисунок 3.5.2) [6].
Рисунок 3.5.1 Основные компоновочные схемы блоков а— вариант с выдвижными ячейками;б — откидные конструкции; в — книжная конструкция; г— ячейки на телескопических направляющих; д —вариант с несколькими степенями свободы ячеек; е — вариант «детская книжка»Расположение монтажной панели
Рисунок 3.5.2 Блок разъемной конструкции
1 — панель передняя; 2 — зона установки передней панели; 3 — ячейка; 4 — соединитель; 5 — монтажная панель; 6 — зона внутриблочной коммутации; 7 — панель задняя; 8 — зона межблочной коммутации снизу блока ухудшает естественную кон