Определение формы и размеров исходной заготовки
Определение формы и размеров исходной заготовки выполняется учетом выбранной схемы штамповки [1,2,7..9]. Необходимо помнить, что для отдельных операций листовой штамповки, таких как вытяжка, штамповка с использованием эластичной среды, назначается технологический припуск. Этот припуск учитывается при определении размеров исходной заготовки.
Раскрой листового материала
Важным этапом проектирования технологии листовой штамповки является раскрой материала. Поиск варианта раскроя рекомендуется выполнять в следующей последовательности. Вначале принимают принципиальное решение о применении безотходного, малоотходного раскроя или раскроя с отходами. Данное решение зависит от требуемой точности детали, степени сложности ее формы, толщины материала, а также серийности производства. После этого, если принято решение о штамповке с отходами, определяют величину перемычек в зависимости от габаритных размеров заготовки, вида и толщины материала.
Далее выбирают тип раскроя: прямой наклонный, встречный, комбинированный. Определив тип раскроя, рассчитывают ширину полосы [4..8]. По рассчитанной ширине полосы определяют количество полос, получаемых из листа с заданными размерами, а по длине полосы и шагу вырубки количество заготовок, получаемых из полосы. При выполнении раскроя необходимо рассмотреть не менее трех вариантов раскроя листа. Результаты расчета необходимо привести в графическом виде (карты раскроя), либо в табличной форме.
После составления нескольких карт раскроя проводится их сравнительный анализ и определяется наиболее выгодный вариант. Как правило, приоритетным, при прочих равных условиях, является вариант с наиболее высоким коэффициентом раскроя Кр и(или) коэффициентом использования металла Ku.
Выбор размеров листа производиться по соответствующим ГОСТам, либо с использованием справочной литературы [10].
Выбор способа разрезки листа и определение вида оборудования (ножниц) осуществляется исходя из конкретных производственных условий, по материалам учебной практики, либо по каталогам оборудования [11..15].
Технологические расчеты.
Определение числа переходов штамповки и определение формы и размеров заготовки по переходам осуществляется исходя из выбранной технологической схемы штамповки. При расчете сил деформирования учитывается схема штампа, совмещение и последовательность выполнения операций [1..3,5,8]. В пояснительной записке необходимо привести график рабочей нагрузки для каждой операции. Представлять этот график рекомендуется в аналитическом виде [3].
Выбор оборудования для листовой штамповки является важным этапом проектирования технологии листовой штамповки. Пресс, выполняющий основные технологические операции должен отвечать следующим требованиям:
1. Иметь в своей структуре столько исполнительных механизмов, сколько требуется для обеспечения необходимых манипуляций над заготовкой.
2. Обладать необходимым запасом энергии привода и развивать силу, необходимую для деформирования заготовки.
3. Иметь соответствующие скоростные параметры.
4. Иметь необходимые размеры штампового пространства.
5. Величина хода рабочих органов (ползуна) должна быть достаточной.
6. Обеспечивать требуемую точность штамповки.
7. Иметь необходимые размеры элементов крепления.
8. Отвечать серийности производства.
9. Не оказывать вредного воздействия на человека, окружающую среду, строения и оборудование.

Рис. 1 Типовые графики рабочих нагрузок для выбора прессов [26]
а) вырубка; б) вырубка при увеличенном ходе.
Подавляющая часть листоштамповочного оборудования является машинами простого действия с одним главным исполнительным органом. На таких машинах осуществляют технологические процессы не требующих специальных рабочих органов для прижима заготовки, ее подпора или выталкивания.
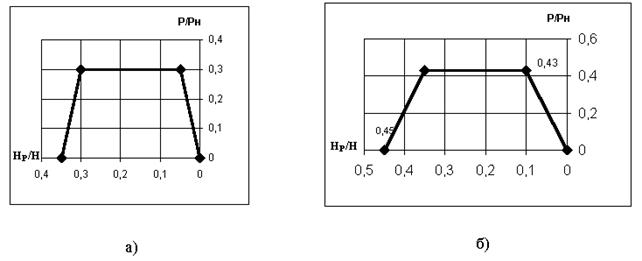

Рис. 2 Типовые графики рабочих нагрузок для выбора прессов [26]
а) вытяжка; б) вытяжка на прессе двойного действия; в) гибка.
На графиках символами обозначены: S - толщина разделяемого материала; Hр - ход ползуна пресса под нагрузкой; H – полный ход ползуна пресса; P – сила штамповки; Pн – номинальная сила пресса.
При вытяжке средне- и крупногабаритных деталей из листовой стали необходимо обеспечить прижим заготовки по большой площади, поэтому в этом случае применяют прессы двойного действия. Небольшие по габаритам детали можно вытягивать на прессах двойного действия, оборудованных прижимными подушками различной конструкции.
Выбор типа пресса в зависимости от серийности производства решается так. В крупносерийном и массовом производстве деталей применяют универсальные, специализированные и специальные машины с автоматизированным технологическим циклом. В мелкосерийном и серийном производстве – универсальные и специализированные машины с частично автоматизированным или механизированным технологическим циклом.
Выбор оборудования необходимо выполнять с учетом типовых графиков рабочих нагрузок, приведенных на рисунках 1, 2. Выбор пресса для разных операций выполняется по разным графикам.
Для разделительных операций вырубка и пробивка используется график (1а), выбирается пресс однокривошипный простого действия открытый или закрытый. Эти прессы имеют сравнительно малую длину хода ползуна. При увеличении длины хода ползуна используется график (1б). Его также используют при выборе двух - и четырехкривошипных прессов.
Для вытяжки используется график (2а), выбирается однокривошипный пресс с увеличенной длинной хода ползуна.
При выборе пресса двойного действия с большим ходом силой деформирования используют график (2б). При выборе пресса для гибки используется график (2в).
Выбор оборудования осуществляется по материалам практик, либо по каталогам оборудования [11..15]. На выбранное оборудование приводятся основные паспортные характеристики, а в случае необходимости технологические особенности пресса, позволяющие использовать средства механизации и автоматизации.