Маршрут обработки зубчатого колеса
| Опе- рация | Содержание или наименование операции | Станок, оборудование | Оснастка |
| По Подрезать торцы ØА h11/ØЕ и ØБ2/ØВ Н7 предварительно. Обточить наружную поверхность ØЕ предварительно. Обработать отверстие ØВ Н7 до ØВ-2. Обточить и расточить фаски | Токарный с ЧПУ КТ141 | Трехкулачковый патрон | |
| Подрезать торец ØА h11/ ØВН7 предварительно. Обточить наружную поверхность ØА h11 предварительно. Обточить и расточить фаски, выточку ØГ | То же | То же | |
| Протянуть шпоночный паз | Протяжной 7512 | Жесткая опора | |
| По Подрезать торец ØА h11/ ØЕ окончательно, 62 окончательно и торцы ØЕ / ØВ Н7 и ØА h11/ ØВ Н7 под шлифование. Обточить наружную поверхность ØЕ окончательно и поверхность ØА11под шлифование. Проточить паз В = 10Н11 под шлифование. Обточить фаски | Токарный с ЧПУ КТ141 | Специальная оправка | |
| Технический контроль | - | - | |
| Фрезеровать 44 зуба (т = 2,5) под шлифова- ние (по две детали) | Зубофрезерный 53А20В | Приспособление | |
| Закруглить 44 зуба (т = 2,5) окончательно | Зубозакругловочый|полуавтомат 5Е580 | То же | |
| Зачистить заусенцы на торцах зубьев | Одношпиндельный полуавтомат для снятия фасок 5Б525 | Трехкулачковый патрон | |
| Термическая обработка | - | - | |
| Шлифовать наружную поверхность Ø115h11 и торец Ø115h11/ Ø32Н7 окончательно | Круглошлифоваль- ный ЗТ161Д | Грибковая оправка | |
| Шлифовать отверстие ØВ Н7 и торец ØЕ / ØВ Н7 окончательно | Внутришлифоваль- ный ЗА227АФ2 | Приспособление | |
| Шлифовать торец В = 10Н11 окончательно | Круглошлифоваль-ный ЗУШВМ | Оправка | |
| Шлифовать боковые стороны шлицев окончательно | Специальный | Трехкулачковый патрон | |
| Шлифовать 44 зуба (т = 2,5) окончательно | Зубошлифовальный 5В833 | Оправка | |
| Промывать деталь | Моечная машина | - | |
| Технический контроль | - | - | |
| Нанесение антикоррозионного покрытия | - | - |
Задание 7
(вариант….)
на выполнение курсовой работы по дисциплине «Основы технологии машиностроения» для студентов заочного обучения специальностей: «Экономика и управление», «Менеджмент».
Стдент… группы…………………………………………………………
Тема: «Технологический процесс изготовления детали типа «Ось»
Исходные данные:
1. Чертёж детали (прилагается к заданию)
2. Типовой технологический маршрут обработки детали (прилагается к заданию)
3. Годовая программа выпуска деталей - 20тыс. шт.
4. Режим работы - 2-х сменный
Курсовая работа состоит из расчетно-пояснительной записки (РПЗ) и приложения (маршрутная карта, карта операционного эскиза).
Пояснительная записка содержит следующие разделы:
- введение;
- анализ технологичности конструкции детали;
- определение типа производства;
- выбор вида и способа получения заготовки;
- составление схемы базирования и оценка погрешности базирования заготовки на операции 020;
- проектирование маршрута (стадии) обработки элементарной поверхности (ØА js7);
- расчет припусков на обработку поверхности ØА js7;
- расчет режимов резания на операцию 020;
- расчет нормы времени на операцию 020;
- расчет себестоимости выполняемой операции на операцию 020.
Примечание: При выполнении курсовой работы необходимо использовать методические указания
Вид заготовки - прокат.
Материал - сталь 45.
Число деталей из заготовки - 34
Приложение к заданию 7
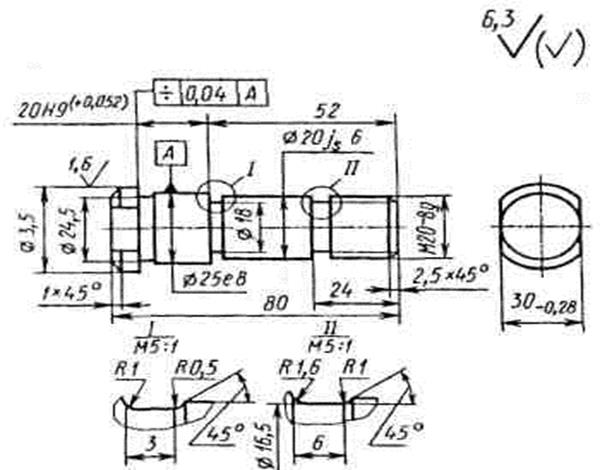
Маршрут обработки оси
| Операция | Содержание или наименование операции | Станок, оборудование | Оснастка |
| Рубить пруток Ø36, выдерживал размер 3000 | Пресс К9534 | - | |
| Править пруток | Пресс И5529 | - | |
| Заправить концы прутка фасками под угол 20° | Токарный ХС-151 | - | |
| Подрезать и центровать торец, точить шейку под накатывание резьбы М20 - 8g, точить шейки Ø20js6 и Ø25е 8 под шлифование, точить шейку Ø35, канавки b=3 и b=6 , фаски, отрезать деталь, выдерживая размер 81 | Автомат токарный 1Е140П | Групповая наладка. цанговый патрон | |
| Подрезать второй торец, выдерживая размер 8,3 – 0,1, точить фаску и центровать торец | Токарный 16Т02П | Цанговый патрон | |
| Фрезеровать две лыски, выдерживая размер 30-0,28 окончательно | Горизонтально- фрезерный 6Р80Ш | Приспособление, наладка | |
| Зачистить заусенцы | Вибрационная машина ВМПВ-100 | - | |
| Накатать резьбу М20 - 8g окончательно | Резьбонакатный А9518 | Нож | |
| Термическая обработка | - | - | |
| Шлифовать поверхность Ø20js6 окончательно | Круглошлифовальный ЗУ10В | Центры, хомутик | |
| Шлифовать поверхность Ø25е 8 с подшлифовкой торца Ø35/Ø25е8, выдерживая размер 20Н9 окончательно | Круглошлифовальный ЗУ10В | Центры, хомутик | |
| Промыть деталь | Моечная машина | - | |
| Навесить бирку с обозначением детали на тару | - | - | |
| Технический контроль | Плита | - | |
| Нанесение покрытия | - | - |
Неуказанные предельные отклонения размеров: валов h14, отверстий H14, остальных 
Задание 8
(вариант….)
на выполнение курсовой работы по дисциплине «Основы технологии машиностроения» для студентов заочного обучения специальностей: «Экономика и управление», «Менеджмент».
Стдент… группы…………………………………………………………
Тема: «Технологический процесс изготовления детали типа «Шлицевый вал»
Исходные данные:
1. Чертёж детали (прилагается к заданию)
2. Типовой технологический маршрут обработки детали (прилагается к заданию)
3. Годовая программа выпуска деталей - 20тыс. шт.
4. Режим работы - 2-х сменный
Курсовая работа состоит из расчетно-пояснительной записки (РПЗ) и приложения (маршрутная карта, карта операционного эскиза).
Пояснительная записка содержит следующие разделы:
- введение;
- анализ технологичности конструкции детали;
- определение типа производства;
- выбор вида и способа получения заготовки;
- составление схемы базирования и оценка погрешности базирования заготовки на операции 025;
- проектирование маршрута (стадии) обработки элементарной поверхности (ØА js7);
- расчет припусков на обработку поверхности ØА js7;
- расчет режимов резания на операцию 025;
- расчет нормы времени на операцию 025;
- расчет себестоимости выполняемой операции на операцию 025.
Примечание: При выполнении курсовой работы необходимо использовать методические указания

Вид заготовки - прокат.
Материал - сталь 45.
Число деталей из заготовки - I
Приложение к заданию 8