Краткие теоретические сведения. Выбор средств измерений для контроля параметров
Лабораторная работа №15
Выбор средств измерений для контроля параметров
Точности детали
Краткие теоретические сведения
При выборе средства измерения линейного размера детали учитывают следующие факторы:
- величину допуска на обработку размера;
- номинальный размер;
- требования к точности измерения размера;
- контур измеряемого элемента и детали в целом;
- условия производства при изготовлении детали (масштаб выпуска, наличие СИ и т.д.);
- предельную погрешность средства измерения.
Для оценки пригодности выбираемого средства измерения сопоставляют величину допускаемой погрешности измерения контролируемого размера, определенную по табл.10.1, с предельной погрешностью измерения этим средством, указанной в табл.10.2 и табл.10.3.
Если предельная погрешность измерения выбранным средством не превышает допускаемой погрешности измерения при оценке годности данного размера (  си< изм), то данное средство можно применить для данного измерения.
си< изм), то данное средство можно применить для данного измерения.
Рассмотрим последовательность действий при выборе средства измерений линейного размера:
1. Определяют по чертежу детали номинальный размер и предельные отклонения измеряемого элемента. Подсчитывают величину допуска размера в микрометрах;
2. Находят величину допускаемой погрешности измерения детали
изм (табл. 10.1) по величине допуска и номинальному размеру;
3. Выбирают средство измерений по таблицам предельных погрешностей измерения наружных размеров (табл.10.2), внутренних размеров (табл.10.3) и записывают его наименование, диапазон измерения, цену деления шкалы и величину предельной погрешности измерения си;
4. Сопоставляют величины предельной и допускаемой погрешностей измерения и решают вопрос о пригодности выбранного средства для измерения в условиях данного производства.
Пример 1.
Выбрать средство для измерения в условиях серийного производства диаметра вала  50 мм .
50 мм .
Решение:
Известно, что измеряемый элемент детали имеет наружный номинальный размер 50 мм, поле допуска h11, предельные отклонения: верхнее: 0, нижнее: -0,160 мм, допуск Т=160 мкм.
Определяем величину допускаемой погрешности измерения: по табл.10.1 находим строку интервала номинальных размеров 30-50 мм и столбец 11-го квалитета. В их пересечении находим для допуска 160 мкм допускаемую погрешность измерения, равную 40 мкм.
По табл.2.2 подбираем средство измерений наружных размеров. Здесь указаны предельные погрешности измерения различными средствами. По этой таблице подбираем средство, имеющее диапазон измерения, включающий в себя номинальный диаметр 50 мм, и имеющее предельную погрешность измерения, близкую к 40 мкм ( изм =40), т.е. к допускаемой погрешности измерения рассматриваемой ступени вала.
Обнаруживаем, что лучше всех этим требованиям удовлетворяет скоба индикаторная с диапазоном измерения 0-50 мм, ценой деления, равной 0,01 мм, и предельной погрешностью измерения си =15 мкм. ( си< изм)
Эта скоба подходит и по производительности измерения для условий серийного производства.
Пример 2.
Выбрать измерительное средство для контроля отверстия 60 Н11.
Решение:
Измеряемый элемент детали имеет внутренний номинальный размер 60, поле допуска Н11, предельные отклонения: верхнее +0,190 мм; нижнее –0.; величина допуска Т=190 мкм.
По табл.1 находим допускаемую погрешность измерения, равную 40 мкм. По табл.2.3 подбираем средство измерений внутренних размеров, имеющее диапазон измерения, включающий в себя номинальный диаметр 60 мм, и имеющее предельную погрешность измерения, близкую к 40 мкм. Этим требованиям удовлетворяет нутромер микрометрический с ценой деления 0,01 мм и предельной погрешностью измерения 15 мкм.
Протокол работы:
| ДонГТУ | Лабораторная работа № 15 | |
| каф ТОМП | Выбор средств измерений для контроля параметров точности детали |
Цель работы.
1.Ознакомиться с операционной картой контроля технологического процесса изготовления детали.
2. Усвоить последовательность контроля параметров точности детали.
3. Закрепить навыки пользования универсальными средствами измерения и методами контроля отклонения формы и расположения поверхностей.
Задание
1.1 Ознакомиться с операционной контрольной картой
1.2 Рассмотреть к какому виду требований относятся параметры точности, контроль которых необходимо произвести (контролируемые параметры задаются преподавателем)
1.3 Установить квалитеты и степени точности контролируемых параметров, а также предельные отклонения контролируемых параметров.
1.4 Выбрать допускаемую погрешность измерения изм и записать в таблицу контролируемых параметров
1.5 Выбрать методы контроля и средства измерения заданных параметров (предел допускаемой погрешности СИ си должен быть меньше или равен допускаемой погрешности измерения изм; метрологические показатели
1.6 Сделать заключение о годности детали
Таблица – Контролируемые параметры
| № параметра на карте эскизов | Параметр точности (согласно карте эскизов) IT или СТ | Допускаемая погрешность измерения изм | Средство измерения | Результаты измерений | Заключение о годности | ||||
| Наименование и обозначение | Цена деления шкалы | Диапазон измерений | Диапазон измерений по шкале | Предел допускаемой погрешности, си | |||||
| Ra=0,2 мкм | |||||||||
| тт2 | |||||||||
| тт3 | |||||||||
| 1,2 | |||||||||
Вывод:
| Работу выполнил: | Работу принял: |
| _____________________________ (подпись студента) “_____” _____________ 20 __ г. | _____________________________ (подпись преподавателя) “_____” _____________ 20 __ г. |

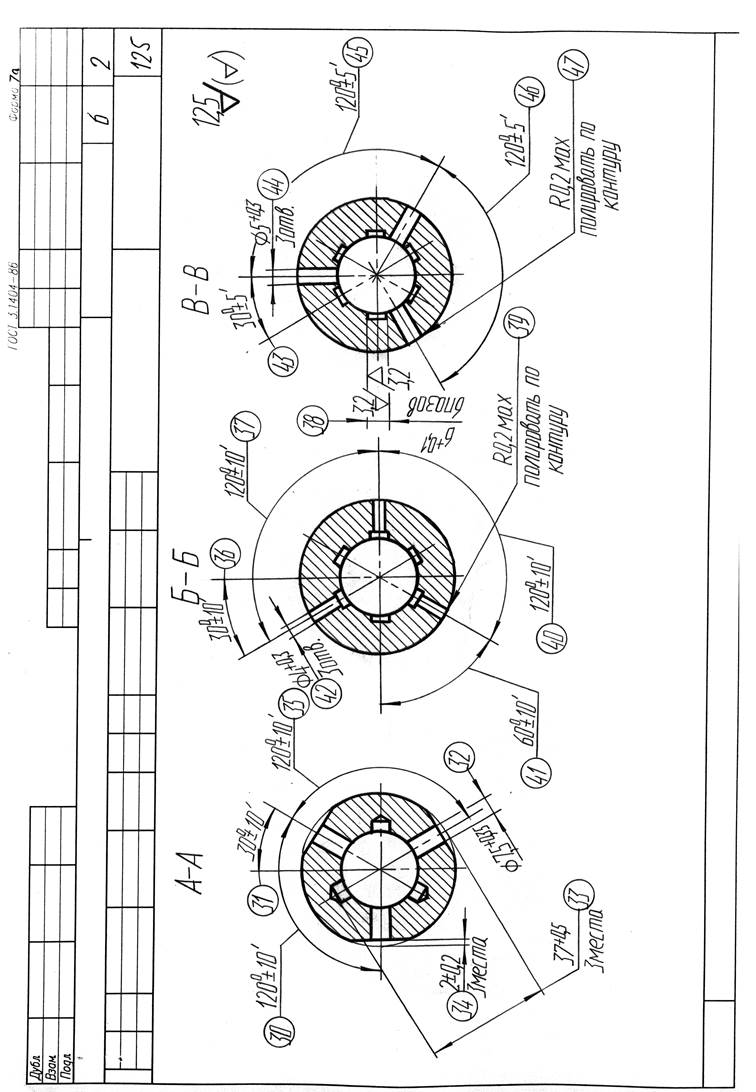

Таблица 10.1
Допускаемые погрешности измерений изм зависимости от допусков размеров (ГОСТ 8.051-81) (частично)
| Номинальные размеры, мм | Квалитеты | |||||||||||||||
| мкм | ||||||||||||||||
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| |
| До 3 | 1,4 | 1,8 | ||||||||||||||
| Cв. 3 до 6 | 1,4 | 1,6 | ||||||||||||||
| « 6 « 10 | 1,4 | |||||||||||||||
| « 10 « 18 | 1,6 | 2,8 | ||||||||||||||
| « 18 « 30 | ||||||||||||||||
| « 30 « 50 | 2,4 | |||||||||||||||
| Номинальные размеры, мм | Квалитеты | |||||||||||||||
| мкм | ||||||||||||||||
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| Т | изм
| |
| До 3 | ||||||||||||||||
| Cв. 3 до 6 | ||||||||||||||||
| « 6 « 10 | ||||||||||||||||
| « 10 « 18 | ||||||||||||||||
| « 18 « 30 | ||||||||||||||||
| « 30 « 50 |
Таблица 10.2
Предельные погрешности измерения, мкм, наружных размеров и биения универсальными измерительными средствами
| Средства измерений | Класс мер | Условия измерения | Номинальный размер, мм | ||||||||||||||||
| Средства установки | Ход стержня, мм | 1-6 | 6-10 | 10-18 | 18-50 | 50-80 | 80-120 | 120-180 | 180-260 | ||||||||||
| Штангенциркули с отсчетом по нониусу 0,1 мм | – | – | – | ||||||||||||||||
| Штангенциркули с отсчетом по нониусу 0,05 мм | – | – | – | ||||||||||||||||
| Индикаторы часового типа с ценой деления 0,01 мм при измерении размера | Концевые меры | ||||||||||||||||||
| Концевые меры | |||||||||||||||||||
| Концевые меры | 0,1 | ||||||||||||||||||
| Индикаторы часового типа с ценой деления 0,01 мм при измерении биения | – | – | |||||||||||||||||
| – | 0,1 | ||||||||||||||||||
| – | 0,02-0,03 | ||||||||||||||||||
| Индикаторы рычажно-зубчатые с ценой деления 0,01 мм при измерении биения | – | – | 0,8 | ||||||||||||||||
| – | 0,1 | ||||||||||||||||||
| – | 0,02 | ||||||||||||||||||
| Головки пружинные (микрокаторы) с ценой деления 0,001 мм | Концевые меры | – | 0,5 | ||||||||||||||||
| Головки пружинные (микрокаторы) с ценой деления 0,002 мм | Концевые меры | – | |||||||||||||||||
| Головки рычажно-зубчатые с ценой деления 0,001 мм | Концевые меры | – | |||||||||||||||||
| Нутромеры микрометрические с величиной отсчета 0,01 мм | – | По установочной мере | – | – | – | – | – | – | |||||||||||
| Нутромеры микрометрические с величиной отсчета 0,01 мм | – | аттестация размера собранного нутромера | – | – | – | – | – | – | |||||||||||
| Нутромер индикаторный с ценой деления отсчетного устройства 0,01 мм | Концевые меры или микрометр | Весь расход | |||||||||||||||||
| Концевые меры или микрометр | 0,1 | ||||||||||||||||||
| Концевые меры или установочные кольца | 0,03 | ||||||||||||||||||
| Нутромеры индикаторные при замене отсчетного устройства измерительной головкой с ценой деления 0,001 мм или 0,002 мм | Концевые меры или установочные кольца | 0,1 | 4,5 | 4,5 | 4,5 | 5,5 | 6,5 | 6,5 | |||||||||||
| Концевые меры | 0,03 | 2,8 | 2,8 | 2,8 | 3,5 | 4,5 | 4,5 | ||||||||||||
| Нутромеры повышенной точности с ценой деления отсчетного устройства 0,001 и 0,002 мм | Концевые меры | 0,1 | 3,5 | 3,5 | 3,5 | ||||||||||||||
| Концевые меры | 0,01 | 3,5 | |||||||||||||||||
| – | Устан. кольца | 0,01 | 1,5 | 1,5 | 1,5 | 2,5 | |||||||||||||
| Оптиметры и длинномеры горизонтальные, измерительные машины с ценой деления отсчетного устройства 0,001 мм | Концевые меры | ±0,06 | 1,5 | 1,5 | 1,5 | 1,5 | 2,5 | 2,5 | |||||||||||
| – | Установочные кольца | 1,0 | 1,0 | 1,0 | 1,0 | 1,2 | 1,2 | ||||||||||||
| Пневматические пробки с отсчетным прибором с ценой деления 0,5 мкм с настройкой по установочным кольцам | Ra=1.25 мкм | 4,5 | |||||||||||||||||
| 3,5 | |||||||||||||||||||
| 2,5 | 2,5 | 2,5 | 2,5 | ||||||||||||||||
| Ra=0,32 мкм | 2,5 | ||||||||||||||||||
| 1,5 | 1,5 | 1,5 | 2,5 | 2,5 | |||||||||||||||
Таблица 10.2.1
| Средства измерений | Класс мер | Ход стержня, мм | Номинальный размер, мм | ||||||||||
| 0-25 | 25-50 | 50-75 | 75-100 | 100-125 | 125-150 | 150-175 | 175-200 | 200-225 | 225-250 | 250-275 | 275-300 | 300-400 | 400-500 |
| Скобы индикаторные с ценой деления 0,01 мм в руках | |||||||||||||
| 0,1 | |||||||||||||
| Микрометры гладкие с ценой деления 0,01 мм в руках | - | По установочной мере | |||||||||||
| Микрометры рычажные с ценой деления 0,002 и 0,01 мм | - | То же | |||||||||||
| Скобы рычажные с ценой деления 0,002 и 0,005 мм | Вся шкала | - | |||||||||||
| 10 делений | - |
Таблица 10.3
Предельные погрешности измерения, мкм, внутренних линейных размеров универсальными измерительными средствами
| Средства измерений | Средства установки | Ход стержня | Номинальный размер, мм | ||||
| 3-18 | 18-50 | 50-120 | 120-260 | 260-500 | |||
| Штангенциркуль с отсчетом по нониусу 0,1 мм | - | - | |||||
| Штангенциркуль с отсчетом по нониусу 0,1 мм | - | - | |||||
| Нутромеры микрометрические с ценой деления 0,01 мм | Установочная мера | - | |||||
| Нутромеры индикаторные с отсчетной головкой (цена деления 0,01 мм) | Концевые меры 4-го класса или гладкий микрометр | Весь расход | |||||
| То же | 0,1 | ||||||
| Концевые меры 3-го класса или установочные кольца | 0,03 | - |