Электр стаыш жне электродты жылжыту механизмі
Электр стаыш электродты ауырлы кшін теестіру шін жне оан электр тогын келтіру шін ажетті йкеліс кшін жасай отырып графиттелген электродты бекіту шін ызмет етеді.
Электр стаыш ауыр жадайда жмыс істейді: ысты пеш газдарыны сері, жоары температура жне оршаан шады орта, ыздырылан электродтан блінетін жылу аыны, 50-100 кА жне одан арты кшпен токты электр стаыш арылы туі кезінде Джоуль-Ленц заы бойынша арынды жылуды блінуі.
Электр стаыш корпустан, женен, электрод ысу механизмінен жне ток келтіргіштен трады.
Корпус ртрлі функцияларды орындайтын екі боліктен трады: озалмалы, ысу механизміні кмегімен электрода таянатын, яни ысу ролін орындайтын, озалмайтын, яни оан электрод ысылады, электр тогын келтіреді, негізінен электр устатышты байланысу жатарын тотыуды азайту ушін суды салындатады.
Электр стаышты ртурлі кинематикасы кезінде корпусты озалатын блігі мына трде болуы ммкін:
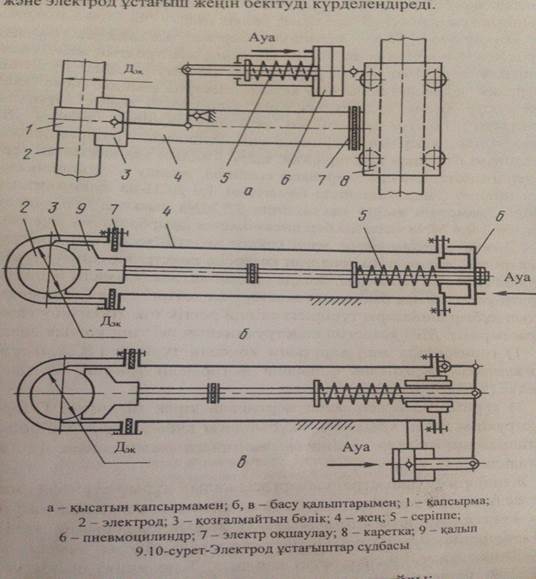
1. ысатын апсырма «амыт», электрод имасы периметріні те жартысын амтиды. алыдыы 20-30мм болатын аылтыр магнитті емес болаттан жасалан апсырма оны ысу, керу механизмімен байланыстыратын барлы рычаг жйесі арылы конструкцияны ышамдайды жне материялдар шыындарын азайтады;
2. Электрода таянатын басу алыптары. Конструкциялы себептер бойынша ысу апсырмалара араанда оны байланысу беті аз. алып ысатын соташыта бекітілген, сыу механизміні серінен бойлы иіліс пайда болады, ал бл оын конструкциясын жне электрод стаыш жеін бекітуді крделендіреді.
Электродты ысу кшін мына трде анытайды:
1. Шаын диаметрлі электродтар шін минимум байланысу кедергісі жадайынан, бл ретте кш 10кН кем емес болуы тиіс;
2. лкен диаметрлі электрод шін – электродты ауырлы кшін теестіретін йкелисті жеткілікті кшін жасау жадайынан.
Себебі графиттелген электрод жне электр статыш корпусыны арасындаы йкеліс коэффициенті 0,1-0,15 урайды, онда ысу кші электродты ауырлы кушінен 6,5-10 есе арты болуы тиіс.
Электродты ысу механизмі сырты жадайларда туелсіз, траты ысу кшін жасауы тиіс, ДБП пультімен операцияны ашытан басару кезінде электрод зындыыны згеру масатындаысу ушін 20-50мм-де корпусты озалатын блігін амтамасыз етуі тиіс. азіргі заманы ДБП электродты ысуды сериппелі-пневматикалы механизмі барынша ке таралан: ысу – алдын ала ысылан серіппелерді потенциялды энергиясы есебінен, жаншу- серіппені сыатын пневмо «гидро» цилиндр кмегімен. Ірі ДСП-да жаншылан цилиндр диаметрін азайту масатында 6,5МNa ысымы бар гидрожетекте 0,3-0,4 МNa ысымы бар пневможетек айырбасталуы ммкін.
Электр стаышты жеі сйкес келетін механизм комегімен электродты жылжытуа арналан ктергіш конструцияны урамдас бір блігі болып табылады. Жеде сондай-а, жалжымалы башматан электр стаышты байланысу жатарына дейінгі сумен салындатылатын убыр шиналары туріндегі екінші реттік ток ткізгіш учаскесін урастырады. ДБП ктергіш конструкцияны екі типі олданылады:
1. Горизонталь же кареткаа консоль трінде озалмайтын вертикаль бойынша жоарыдан тменге озалатын тірекке бекітілген;
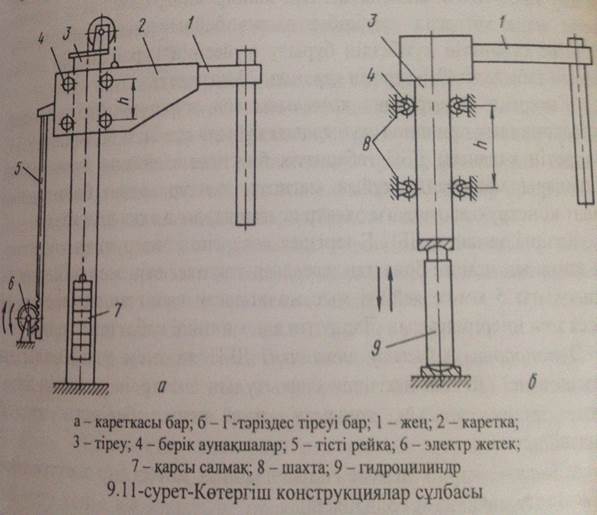
2. Горизонталь же жне вертикаль тірек біріай Г-тріздес конструкция ата осылан, «убырдаы убыр» сулбасы бойынша озалмайтын шахта ішіндегі жоарыа жне тменге арай озалады.
Жеді лкен диаметрлі абырасы алы быр тріндегі магнитті емес болаттан жасайды, орапшалы иманы вертикаль жазытытаы немесе болаттан жасайды, орапшалы иманы вертикаль жазытытаы немесе пісірлген аралытаы каттылы ырларымен кушейтілген . Жеді кремний органикалы негіздегі шыны матадан жасалан ошаулаыш тлке жне асбест-цемент тата трінде электрлік ошаулаыш арылы кареткаа немесе вертикаль тіреуді жоары ернемегіне бекітеді
Кареткалар пішімі жне аылтыр болаттан уйылан, пісірілген немесе ажырайтын трде болуы мумкін. Графиттелген электродты ауырлы кушіні серінен каретка конструкциясы иілетін моментті, ал колбеу кезінде айналушы моментті бастан кешеді. Сондытан озалмайтын тіреу бойынша озалу кезінде йкелісті азайту ушін каретка 16 баыттаушы тіреу аунашалары колданылады. Бул аунашыларды осьтері гаризонталь бойынша аунашалар осьтері арасындаы ара ашытыты реттеу жне горизонталь жазытытаы салыстырмалы каретканы клбеу брышыны шаын шегендегі озгерістер ушін ызмет ететін эксцентрге орналастыран. Каретканы неурлым жеіл журісі h биіктігі бойынша лкен ара ашыты кезінде ол жеткізіледі, біра біл каретка мен тіреу габаритіні улаюымен байланысты.
Мундай ДБП тік бурышты иманы барлы уш вертикаль тіреулері жоарыдан жне томеннен біріай механикалы байланысан рамаа осылан. Кдімгі коміртекті болаттан осындай раманы дайындау кезінде жоары ферромагнитті бекітпені бар болуы ток ткізетін убыр шиналарыны маындаы кареткада «тменгі бекітпе-тіреу-жовры бекітпе-тіреу» тйы магнитті контуры пайда болады. Магнитті аындарды азайту жне жоары бекітпе мен тіреу арасындаы айта магниттелуге кететін электр шыындарын азайту ушін алыдыы 10мм кем емес мыс тосемдерін тосейді.
Тік брышты има тіреуіні жолыын озалту механизміні электр-механикалы жетегіні уатын азайту шін ажетті арсы салматы орналастыру шін пайдаланылады.
Тріздес ктергіш конструкцияны вертикаль тіреуін 12баыттаушы берік аунашасыны тірек беті болып табылатын екі аттылы ыры бар болат убырдан дайындалады. Электродтарды ктергіш конструкциясында крделі механикалы жктемелер жадайында озалмалы Г тріздес тіреу шін жоары бекітпені болмауы пеш стінде орналасан массивті жне пісірілген берікк конструкцияны жасау ажеттілігін анытайды. Бл конструкция болашата кронштейн жне ктергіш кмбезбен тыыз байланысты, тірек-бурылу блігіне сйенетін кмбезді брылу жйесіні урамдас бір блігі болып табылады.
Ктергіш конструкция озалысы сол жріс биіктігі кезіндегі телескопиялы принцип ДБП габариттік биіктігін азайтады жне убыр шиналары маайында тйы магнитті контурларды болмауынан болат конструкциядаы электр шыындарды жоа шыарады.
азіргі заманы ДБП Г-тріздес ктергіш конструкция орапшалы иманы немесе болаттан жасалан ток откізетін жеді білдіреді, алыдыы 5мм-ге дейінгі мыс жалатылан абаттан немесе екі аз масса мен инерциялыын білдіретін алюминийлі абаттан трады.
Электродты озалту механизмі ДБП жмысы ушін маызды маынаа ие, йткені негізінен балытуды электрлік режимін автоматты реттеу сапасын, сонымен атар пешке берілетін уатты анытайды.
ДСП-да электрлік немесе гидравликалы жетегі бар электродтарды озалту механизмі олданылады.
Г-тріздес тіреу трінде ктергіш конструкция гидрожетекпен олайлы йлеседі. Жумыс сйытыыны 6,5Mna ысымы бар гидрожетек теестірілген гидроцилиндрлер трінде электродты 6-12 жне 15м/мин ктеру жылдамдыын амтамасыз етеді. Мундай лкен жылдамды, сіресе атты металл шихталарды балыту мерзімінде ыса тйыталуларды жылдам жою шін ажет, ал бул ДСП жумысыны электр техникалы корсеткіштерін жасартады. Электродты тмен тсуі электродты жне ктергіш конструкцияны ауырлы кшіні серімен жне 1-2 м/мин реттегі жылдамдыпен теді.
Механизм урамдаы жетек озалтышыны уатын азайту шін ктергіш конструкциямен атар аертикаль тіреу жазытыына орнатылан арама арсы салма енеді. Шихтаа бекітілген немесе электрлі емес жетекті материяла бекітілген графиттелген электрод сынытарын болдырмау шін тісті рейканы бекіту орнына бекітілген серіппе-демпфер кмегімен жоары жне тмен сияты ктергіш конструкцияны мжбрлі озалту арастырылан, жетекті электр электрозалтышты жолай ажырату мен осуа сер етеді.