Способы получения изделий из пластмасс
Переработка пластмасс в изделия осуществляется одним из следующих способов: экструзией, литьем под давлением, формованием в прессформах, формованием в штампах, вакуумным и пневматическим формованием, сваркой, склейкой, механической обработкой.
На выбор способа оказывает влияние вид пластмасс (термореактивные или термопластичные), конфигурация и геометрические размеры изделия, вязкость или текучесть пластмассы и т. д.
Формование в прессформах— наиболее широко распространенный способ изготовления изделий из термореактивных пластмасс. Прессование производится на гидравлических прессах под давлением 10—25 МН/м2 (100—250 кгс/см2). Прессматериал поступает в нагретую до 130—2000С прессформу. Под действием температуры и давления прессматериал размягчается и заполняет всю полость прессформы, которая через некоторое время, достаточное для отверждения материала, раскрывается, и изделие выталкивается.
На гидравлическом прессе устанавливается специальная оснастка: пресс-форма (матрица), пуансон, причем конфигурации пресс-формы и пуансона отвечают форме изделия. Определенная порция прессматериала закладывается в пресс-форму. В пресс-форме имеются электрические подогреватели, которыми она нагревается до необходимой температуры размягчения прессматериала (130–180 º). После размягчения материал уплотняется пуансоном и под действием давления заполняет оформляющую полость пресс-формы. При выдержке под давлением и с охлаждением пресс-формы материал затвердевает и извлекается из полости после отвода пуансона в первоначальное положение. Методом прессования получают многочисленные детали из текстолита, гетинакса, асботекстолита и других материалов.

Рисунок 1 - Схема технологического процесса прессования: а – прямого, б – литьевого (1 – пуансон, 2 – прессматериал, 3 – матрица, 4 – изделие)
Литье под давлением — метод формования изделий из полимерных материалов, заключающийся в нагревании материала до вязкотекучего состояния и передавливании его в закрытую литьевую форму, где материал приобретает конфигурацию внутренней полости формы и затвердевает. Этим методом получают изделия массой от нескольких граммов до нескольких килограммов с толщиной стенок 1—20 мм (чаще 3—6 мм). Для осуществления литья под давлением применяют плунжерные или шнековые литьевые машины (рис. 2), на которых устанавливаются литьевые формы различной конструкции (рис. 3)

Рис. 2. Схема литьевой машины со шнековой (а) и плунжерной (б) пластикацией расплава:
1 — гидроцилиндр механизма смыкания; 2 — поршень гидроцилиндра механизма смыкания; 3 — подвижная плита; 4 — полуформы; 5 — неподвижная плита; 6 — пластикационный цилиндр, 7 — шнек для литье пластмасс под давлением; 8 — загрузочное окно цилиндра пластикации; 9 — бункер; 10 — привод шнека; 11 — корпус гидроцилиндра механизма впрыска; 12 — поршень гидроцилиндра впрыска; 13 — гидроцилиндр шнека; 14 — торпеда — рассекатель потока расплава; 15 — дозатор; 16 — плунжер

Рис. 3. Литьевая форма:
1 — подвижная полуформа; 2 — толкатель; 3 — выталкивающая плита, 4 — выталкиватели; 5 — каналы системы термостатирования формы; 6 — литниковая втулка; 7 — центральный литник; 8 — центрирующая втулка; 9 — центрирующая колонка; 10 — неподвижная полуформа; 11 — сопло литьевой машины; 12 — разводящий литник; 13 — впускной литник; 14 — формообразующая полость
Основными технологическими параметрами процессов литья под давлением являются температура расплава Тр, температура формы ТФ, давление литья Рл, давление в форме Рф, время выдержки под давлением tвпд, время охлаждения tохлили время отверждения в форме tотв для термореактивных материалов. Литьем под давлением перерабатываются как термопластичные, так и термореактивные материалы, но при этом тип материала определяет специфику физико-химических процессов, сопровождающих нагревание и перевод в твердое состояние этих видов пластмасс. Технологическая схема процесса приведена на рис. 4. Анализ процесса литья под давлением может быть проведен по следующим составляющим: перевод материала в вязкопластичное состояние —> подача его в зону дозирования —> накопление расплава —> течение расплава в системе «сопло—форма» —> течение расплава в каналах формы и формующей полости —> формирование структуры изделия.

Рис. 4. Технологическая схема литья под давлением:
1 — вагон (полувагон, цистерна); 2 — подвесная кран-балка; 3 — склад материала; 4 — вакуумная сушилка; 5 — литьевая машина; 6 — транспортер; 7 — станок механической обработки; 8 — стол упаковки; 9 — дробилка; 10 — экструдер; 11 — охлаждающая ванна; 12 — гранулятор
Экструзия – способ получения изделий или полуфабрикатов из полимерных материалов неограниченной длины путем выдавливания расплава полимера через формующую головку (фильеру) нужного профиля. Экструзия, наряду с литьем пластмасс под давлением, является одним из самых популярных методов изготовления пластмассовых изделий. Экструзии подвергаются практически все основные типы полимерных материалов, как термопласты, таки и реактопласты, а также эластомеры.
В основном для экструзии пластмасс применяют шнековые, или червячные, экструдеры. Также существуют дисковые экструдеры. Для успешного производства продукции методом экструзии недостаточно только одного экструдера. Кроме него необходимо иметь еще несколько единиц оборудования, вместе составляющих экструзионную линию. Кроме того, существуют выдувные экструдеры, которые применяются в установках по получению изделий методом экструзионно-выдувного формования. Их описание, не входит в данную статью. Практически не встречаются экструдеры с вертикальными шнеками.
Устройство экструдеров
1. Червячные экструдеры подразделяются на одношнековые, двухшнековые и многошнековые.
Наиболее простым оборудованием для экструзии является одношнековый (одночервячный) экструдер без зоны дегазации (рис. 5). Такие экструдеры широко применяются для производства пленок, листов, труб, профилей, в качестве одной из составных частей линий-грануляторов и т.д. Основными элементами экструдера являются обогреваемый цилиндр, винтовой шнек (с охлаждением или без него), сетки, размещаемые на решетке, и адаптер.
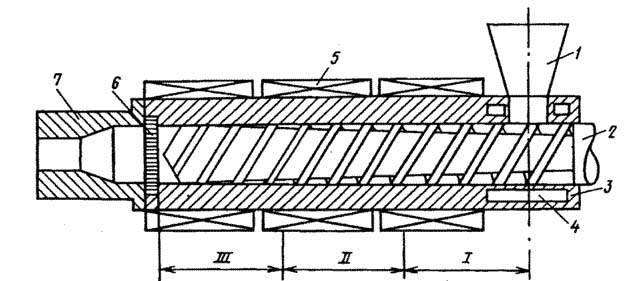
Рис. 5. Схема одношнекового экструдера:
1- бункер; 2- червяк (шнек); 3- цилиндр; 4- полость для циркуляции воды; 5- нагреватель; 6- решетка с сетками; 7- формующая головка с адаптером.
В зависимости от природы полимера, технологических режимов переработки применяются шнеки различного профиля с разным шагом и глубиной витков. В зависимости же от вида выпускаемого изделия применяют либо коротко-, либо длинношнековые машины, т. е. с малым или большим отношением длины L к диаметру D шнека (L/D). Значения D и L/D являются основными характеристиками одношнекового экструдера. Типоразмерный ряд экструдеров, выпускавшихся в Советском Союзе был основан на диаметрах шнека: D = 20; 32; 45; 63; 90; 125; 160; 200; 250 и 320 мм.
2. Двухшнековые экструдеры могут применяться как в тех же случаях, что и одношнековые, так и в специальных условиях, когда одношнековые экструдеры не справляются с задачами. В российских реалиях двухшнековые экструдеры в подавляющем большинстве случаев используются для экструзии ПВХ (поливинилхлорида) в изделия строительного назначения. Технология процесса экструзии ПВХ зачастую подразумевает применение порошкообразного основного сырья (ПВХ-композиции), которую невозможно переработать на стандартной одношнековой экструзионной линии. Как правило, двушнековые экструдеры в обязательном порядке оснащаются устройством дегазации. Двухшнековые экструдеры различают двух основных типов:
- экструдеры со шнеками, находящимися в зацеплении (с однонаправленным или противоположно направленным вращением шнеков);
- экструдеры со шнеками, не находящимися в зацеплении (с однонаправленным или противоположно направленным вращением шнеков).
3. Многошнековые экструдеры применяются сравнительно редко. К таким экструдерам можно отнести четырехшнековый экструдер, а также планетарный экструдер. Червячная система последнего состоит из одного центрального червяка и еще, как правило, 6 дополнительных шнеков, расположенного вокруг основного на одинаковом радиальном расстоянии. Эти шнеки называют планетарными, отсюда и название экструдера. Такая конструкция позволяет перерабатывать материалы, склонные к быстрой термической деструкции (часто – композиции ПВХ) без применения высоких температур, но со значительным смесительным эффектом и интенсивной дегазацией расплава.
4. Дисковые экструдеры относятся к достаточно редкому типу экструзионных машин современности. Работа дискового экструдера основана на перемещении полимерного материала и создании давления за счет адгезии полимера к подвижным частям экструдера. Такие экструдеры могут быть как однодисковыми, так и многодисковыми. Последний является наиболее современным вариантом и позволяют давать давление расплава на выходе в несколько раз превышающее давление расплава стандартного одношнекового экструдера. Однако, обычно это преимущество нивелируется высокой стоимостью многодискового экструдера вследствие его конструкционной сложности.
Формование в штампах применяется для изготовления изделий незамкнутого контура (стекла кабин, обтекателей, козырьков и др.) из листовых термопластов (винипласта, органического стекла, полиэтилена). При формовке детали выдерживают в штампах под определенным давлением до температуры 40—45°С. Затем отформованное изделие охлаждается в штампе для фиксации полученной им конфигурации. Для получения поверхности лучшего качества применяют штампы, изготовленные из дерева или песчано-клеевой массы, а рабочие поверхности пуансона и матрицы оклеивают замшей или байкой.
Вакуумное и пневматическое формование используется для изготовления деталей сложной пространственной формы (колпаков и деталей для оптики и светотехники) из листового термопласта (органического стекла) с достаточно высокими оптическими свойствами так как во время формования предварительно подогретый материал не скользит по оформляющей поверхности ‘штампа. Роль пуансона или матрицы выполняет упругая среда — атмосферное давление или сжатый воздух. Вакуумное и пневматическое формование применяется также при изготовлении крупногабаритных изделий и из некоторых термореактивных пластмасс с высокопрочными наполнителями (стеклянным волокном, стеклянной тканью).
Реализация методов термоформования достаточно проста: листовую или плёночную полимерную заготовку нагревают до температуры высокоэластического состояния, а затем, деформируя её различными способами, придают последней необходимую форму, фиксация которой осуществляется путём охлаждения отформованного изделия.
В зависимости от способа создания движущей силы процесса деформирования заготовки в готовое изделие различают следующие методы термоформования пластмасс: вакуумный, пневматический, гидравлический, механический, комбинированный.
При вакуум-формовании (рис.6) плоскую заготовку 3 из термопластичного полимерного материала, прижатую по периметру к рабочей камере вакуум-формовочной машины прижимной рамой 2, сначала с помощью нагревательного устройства 1 разогревают до высокоэластического состояния (рис.6а). Затем (рис.6б) в полости, образованной поверхностями заготовки 3 и формующей матрицы 4 (или формующего пуансона), создают разряжение, в результате чего за счет возникающего перепада давления происходит формование изделия 5. После охлаждения изделия до температуры его формоустойчивости последнее извлекают из формующего инструмента (снимают с фор- мующего инструмента), предварительно открыв прижимную раму 2.
Рисунок 6. Схема реализации процесса вакуумного формования: 1 – нагревательное устройство; 2 – прижимная рама; 3 – плоская полимерная заготовка; 4 – формующая матрица; 5 – отформованное изделие
Реализация процессов пневмоформования отличается от вакуумного формования только тем, что перепад давления создают за счёт использования в качестве рабочей среды сжатого газа, как правило, сжатого воздуха, с избыточным давлением до 2,5 МПа. При гидравлическом формовании роль рабочей среды выполняет подогретая жидкость, нагнетаемая насосом под давлением 0,15–2,5 МПа.
.

Рисунок 7. Схема реализации процесса механотермоформования: 1 – нагревательное устройство; 2 – прижимная рама; 3 – плоская полимерная заготовка; 4 – формующий пуансон; 5 – отформованное изделие.
Механическое формование (механотермоформование) (рис.7) отличается от процессов пневматического формования тем, что придание плоской разогретой заготовке 3 формы готового изделия 5 осуществляется за счёт её механической вытяжки металлическим пуансоном 4.
Следует отметить, что современные технологии производства предусматривают и совмещение разных методов формования изделий, например пневмовакуумное, пневмомеханическое и т.п.
Среди всех видов пневмо- и вакуум-формования можно выделить три основных: позитивное, негативное и свободное. При позитивном формовании (формование на пуансоне) внутренняя поверхность изделия в точности воспроизводит форму или рисунок формующего инструмента. Негативное формование (формование в матрице) даёт возможность получать изделия, наружная поверхность которых в точности воспроизводит форму или рисунок внутренней поверхности матрицы. Свободное формование осуществляют в пройме прижимной рамы машины без использования формующего инструмента. Кроме перечисленных основных, существуют и другие разновидности технологических процессов термоформования изделий из плоских полимерных заготовок.
Сварка как — метод обработки пластмасс применяется для соединения деталей из термопластов контактным методом с присадочным материалом или без него.
Термопласты, имеющие ограниченную пластичность при нагревании (винипласт, фторопласты и др.) свариваются с применением присадочного материала в виде прутков или пасты. Реактопласты (например, стеклопластики) свариваются с присадочным материалом ТВЧ и без него или ультразвуком.
Присадочные материалы в виде прутков, подогретые горячим воздухом, а присадочные пасты в холодном состоянии плотно укладываются в паз между соединяемыми деталями. После этого детали прижимают друг к другу и прогревают.
Без присадочного материала свариваются термопласты, приобретающие высокую пластичность в нагретом состоянии (полиэтилен, полиамиды и др.). В этом случае свариваемые поверхности, тщательно пригнанные, прижимают друг к другу под давлением 0,2—-0,3 МН/м2 (2—3 кгс/см2) и прогревают токами высокой частоты, ультразвуком или другим способом. Взаимная диффузия макромолекул приводит к соединению свариваемых поверхностей с прочностью, равной прочности основного материала.
Склеиваниеявляется одним из способов соединения пластмасс между собой, а также с металлом и другими материалами. Клеевое соединение прочнее, надежнее и экономичнее соединений на заклепках. Органическое стекло также хорошо склеивается 3%-ным раствором полиметилметакрилата в дихлорэтане, однако склеенная им поверхность становится матовой, что является существенным недостатком. Прочность клеевого соединения зависит от правильного подбора клея, качества подготовки склеиваемых поверхностей, толщины клеевой пленки, точности соблюдения режимов склеивания, конструкции соединения.