Формовка по модели с односторонним ажуром
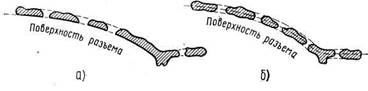
Среди художественных отливок различают изделия с односторонним и двусторонним ажуром.- Модели изделий с односторонним ажуром (рис. 62, а) имеют четко выраженный рельеф рисунка с формовочными уклонами только на лицевой стороне. Вторая сторона модели представляет собой гладкую поверхность. В литейных формах, изготовленных по модели с односторонним ажуром, болванчики, образующие просвет в изделии, расположены только в нижней полуформе.
Модели изделий с двусторонним ажуром (рис. 62, б) имеют рельефный рисунок с обеих сторон и соответственно два формовочных уклона, начинающиеся с середины высоты стенки модели, и направлены в разные стороны. Поэтому литейные формы, изготовленные \по этим моделям, имеют болванчики, образующие просветы в изделии как в нижней, так и в верхней полуформах.
Рассмотрим процесс формовки по модели с односторонним ажуром.
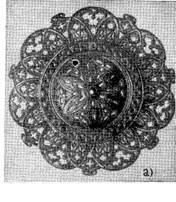
Формовка ажурной тарелки.Литейную форму тарелки (рис. 63, а) изготовляют по латунной модели в круглых опоках. Формовку начинают с изготовления фальшивой опоки.
 Для этого модель тарелки укладывают на гладкую модельную плиту и накрывают опокой. Модель припыливают, опоку заполняют жирной формовочной смесью и уплотняют ее. Заформован-ную опоку перевертывают вместе с модельной плитой. Плиту снимают, примочив смесь вокруг модели, удаляют модель, заглаживают отпечатки ее просветов до уровня общей площади отпечатка модели. Такую операцию производят для того, чтобы болванчики, образующие просветы в отливке, располагались в нижней опоке. Отпечаток модели припыливают, модель в прежнем положении укладывают и легкими ударами деревянного молотка осаживают так, чтобы смесь плотно закрыла просветы модели. Затем, исправив поверхность разъема, модель удаляют, фальшивую опоку для увеличения плотности сушат.
Для этого модель тарелки укладывают на гладкую модельную плиту и накрывают опокой. Модель припыливают, опоку заполняют жирной формовочной смесью и уплотняют ее. Заформован-ную опоку перевертывают вместе с модельной плитой. Плиту снимают, примочив смесь вокруг модели, удаляют модель, заглаживают отпечатки ее просветов до уровня общей площади отпечатка модели. Такую операцию производят для того, чтобы болванчики, образующие просветы в отливке, располагались в нижней опоке. Отпечаток модели припыливают, модель в прежнем положении укладывают и легкими ударами деревянного молотка осаживают так, чтобы смесь плотно закрыла просветы модели. Затем, исправив поверхность разъема, модель удаляют, фальшивую опоку для увеличения плотности сушат.
Рис. 62. Разрез стенки модели ажурной тарелки;
|

Литейную форму тарелки изготовляют следующим образом:
В приготовленную фальшивую опоку укладывают модель (рис. 64, а) и накрывают нижней опокой (рис. 64, б), поверхность модели в ней припыливают древесноугольным порошком, затем насыпают слой 15—20 мм облицовочной смеси и, заполнив опоку наполнительной смесью, изготовляют нижнюю полуформу.
 Заформованную опоку вместе с фальшивой перевертывают, фальшивую опоку снимают (рис. 64, #), заглаживают поверхность разъема формы, проверяют плотность болванчиков в просветах
Заформованную опоку вместе с фальшивой перевертывают, фальшивую опоку снимают (рис. 64, #), заглаживают поверхность разъема формы, проверяют плотность болванчиков в просветах
модели.
3. Накрывают верхнюю опоку. В дно модели устанавливают целевой стояк так, чтобы он не попадал на просветы модели.Припылив поверхность модели и разъема формы, насыпают облицовочную смесь и изготовляют верхнюю полуформу (рис. 64,г).
Рис. 64, Формовка по модели с односторонним ажуром
|