Классификация литейных форм
По конструкции литейные формы бывают разъёмными (одна, две и больше плоскостей или поверхностей разъёма) и неразъёмными. Разъёмные формы могут иметь горизонтальную или вертикальную плоскости разъёма.
В зависимости от типа производства, габаритов, сложности, толщины стенок отливки и вида заливаемого металла литейные формы изготавливаются из различных материалов. Среди разовых форм наибольшее распространение, как указывалось выше, имеют песчаные
а)
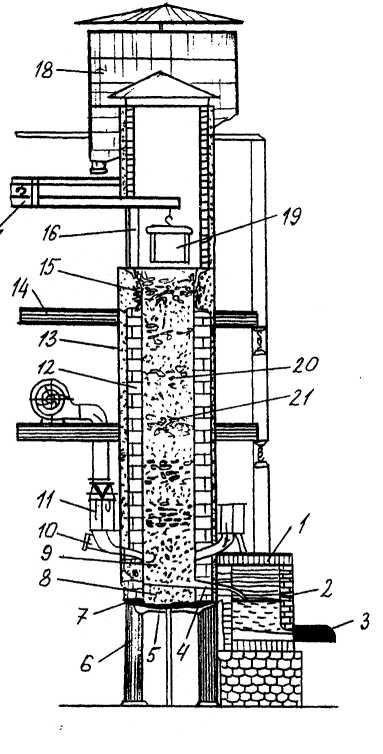
Рис. 1.2. Оборудование для плавки металла:
а) вагранка (1 – копильник, 2 – шлаковая летка, 3 – летка для металла, 4 – переходная летка, 5 – днище, 6 – колонны, 7 – опорное кольцо, 8 – лещадь, 9 – горн, 10 –фурма, 11 – воздушная коробка, 12 – огнеупорный кирпич, 13 – кожух, 14 – загрузочная площадка, 15 – чугунный «кирпич», 16 – загрузочное окно, 17 – загрузочный кран, 18 –искрогаситель, 19 – бадья, 20, 21 – рабочая калоша)
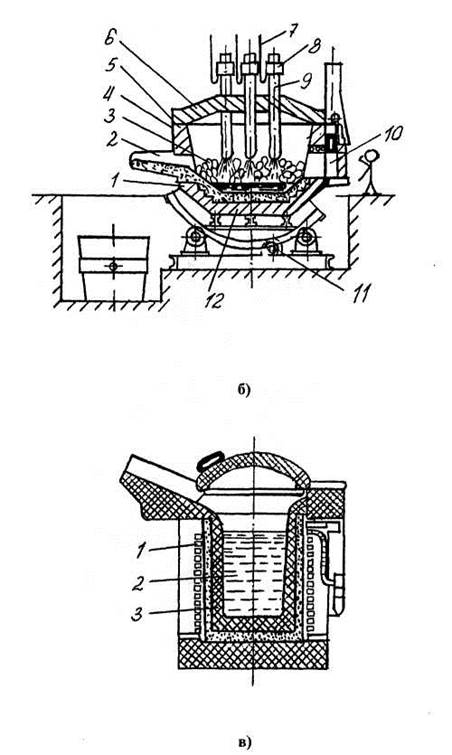
Рис. 1.2. Оборудование для плавки металла (продолжение):
б) дуговая электропечь для плавки стали или чугуна (1 – огнеупорный кирпич, 2 – желоб, 3 – шихта металлическая, 4 – кожух, 5 – стенка, 6 – свод, 7 – кабель, 8 – электродо-держатель, 9 – электрод, 10 – рабочее окно, 11 –механизм наклона, 12 – подина); в) индукционная электропечь высокой частоты (1-водоохлаждаемый индуктор, 2 – металл жидкий, 3 – графитовый или набивной тигель)

Рис.1.3. Разливочные ковши: а) сифонный (чайниковый) ковш (1 – сифонная трубка): б) стопорный ковш (1 – пробка, 2 – стакан, 3 – наборная трубка, 4 – рычаг); в) барабанный ковш (1 – горловина, 2 – штурвал)
формы. Они изготавливаются из специально составленных формовочных смесей, огнеупорной основой которых является кварцевый формовочный песок. В качестве связующего материала для формовочной смеси могут служить огнеупорная формовочная глина, жидкое стекло, смолы холодного и горячего отверждения, холоднотвердеющие смолы в сочетании с поверхностно-активными веществами (для получения жидких формовочных смесей) и др. По
агрегатному состоянию песчаные формовочные смеси бывают сыпучие, пластичные и жидкие (жидкоподвижные).
Вид связующего материала и способ упрочнения формовочной смеси определяют и соответствующий вид песчаной формы:
песчано-глинистая сырая;
песчано-глинистая сухая,
песчано-глинистая подсушенная;
песчано-жидкостекольная (по СО2-процессу);
песчано-жидкостекольная из пластичных самотвердеющих смесей (по ПСС-процессу);
песчано-жидкостекольная из жидких самотвердеющих смесей (по ЖСС-процессу);
песчано-смоляная из холоднотвердеющих смесей (по ХТС-процессу);
песчано-смоляная, отверждаемая при продувке газообразным катализатором (по Ашланд-процессу) и др.
Известны литейные песчаные формы, изготовленные без связующего материала (замороженные, по пенополистироловым моделям, песчаные вакуумно-плёночные). Наибольшее применение в машиностроении имеют разовые песчано-глинистые формы, как наиболее дешевые и универсальные.
По толщине стенок песчаные формы подразделяют на тонкостенные, позволяющие в той или иной мере воздействовать извне на процесс затвердевания и охлаждения отливки в форме (толщиной до 20-50 мм), и толстостенные, или объёмные песчаные формы, процесс затвердевания и охлаждения отливки в которых определяется лишь теплофизическими свойствами материала формы.
Среди многократных литейных форм наибольшее применение имеют металлические формы, изготавливаемые из серого и высокопрочного чугунов, углеродистых и легированных сталей, алюминиевых сплавов, покрытых термостойким анодным слоем (с водяным охлаждением).
Классификация современных литейных форм представлена на рис.1.4.