Тапсырма 3. Тегістелген зат бетінінің сапасына басу күшінің әсерін анықтау
АЗАҚСТАН РЕСПУБЛИКАСЫ БІЛІМ ЖӘНЕ ҒЫЛЫМ МИНИСТРЛІГІ
М.х.дулати атындағы тараз мемлекеттік университеті
БЕКІТЕМІН
«Жеңіл өнеркәсіп бұйымдарының технологиясы, конструкциялау және дизайн» кафедрасының меңгерушісі
_________________ М.Т. Омарбекова
«_____»_______________2015 ж.
Тәжірибелік жұмыстарды орындау үшін «Жеңіл өнеркәсібінің механикалық технологиялары» пәнінен 5M072600 «Жеңіл өнеркәсіп бұйымдарының технологиясы және конструкциялануы» мамандығының магистранттары үшін
ДІСТЕМЕЛІК НҰСҚАУ
Тараз 2015
Әдістемелік нұсқау тәжірибелік жұмыстарды орындау үшін «Жеңіл өнеркәсібінің механикалық технологиялары» пәнінен 5M072600 «Жеңіл өнеркәсіп бұйымдарының технологиясы және конструкциялануы» мамандығының магистранттары үшін пәннің типтік оқу бағдарламасына сәйкес жасалған.
Әдістемелік нұсқауды құрастырушы: Джумабекова Г.Б.
«Жеңіл өнеркәсіп бұйымдарының
технологиясы, конструкциялау және дизайн»
кафедрасының доцент м.а., доктор PhD
Әдістемелік нұсқау «Жеңіл өнеркәсіп бұйымдарының технологиясы, конструкциялау және дизайн» кафедрасының мәжілісінде талқыланды.
Хаттама №_____ «______»_____________2015 ж.
Тәжірибелік жұмыс №1
Тапсырма 2. Қырналған материал бетінің бұдырлығы және оны кесу жылдамдығының әсері.
Лабораториялық стендте аяқ киім астына арналған былғарыны немесе ризинаны тегістеу. Әр қайсысына келесі жиіліктегі айналма тегістегіш аспапты қолдануға болады v: 440, 220,148, және
52 с-1, ал айналма кесу жылдамдығында 22,11,7.5, және 2,5 м/с. Басу күшінің өлшемі 20 Н , елтірінің (шкурка) түйіршіліктілігі - 16.
11.3 кесте
Бұдырлылықтың биіктігін өлшеу нәтижесі
| Нукте | V, c-1 айналма тегістеуіш астпатың жиілігіндегі а естепеу және бұдырлылық биіктігінің Һ нәтижесі, мкм. | |||||||
| а | һ | а | һ | а | һ | а | һ | |
| ... | ||||||||
| Һср | ххх | ххх | ххх | ххх |
Еркін 10 таңдалған нүктеде бұдырлылық биіктігі өлшемін анықтап 11.3 кестеге енгізіп ортарифметикалық мағынасын анықтау керек hср.
Тәуелділік графигін тұрғызып hср = f(Р), осы тәуелділіктің мінездемесін анықтау.
Тапсырма 3. Тегістелген зат бетінінің сапасына басу күшінің әсерін анықтау.
Лаборориялық стендте аяқ киім астына арналған былғарыны немесе ризинаны тегістеу. Әр қайсысына әр түрлі басу куш мөлшерін қолдану (мысалы,5.10.20 және 40 Н). Тегістеуіш айналма аспаптың жиілігі 220 с-1 егерде айналма кесу жылдамдығы 11 м/с, елтірінің түйіршіктілігі – 16.
Тәуелділік графигін тұрғызып hср = f(Р), осы тәуелділіктің мінездемесін анықтау.
11.4 кесте
Бұдырлылықтың биіктігін өлшеу нәтижесі
| Нукте | V, c-1 айналма тегістеуіш астпатың жиілігіндегі а естепеу және бұдырлылық биіктігінің Һ нәтижесі, мкм. | |||||||
| а | һ | а | һ | а | һ | а | һ | |
| ... | ||||||||
| Һср | ххх | ххх | ххх | ххх |
11.3 жұмыс . Аяқ киім сыртын өңдеу сапасына жону режимі мен фрезаның геометриясының әсері.
Жону аяқ киім бөлшектерін механикалық өңдеу арқылы шет жақтарын (ұлтан,өкше,ұлтарақ) керекті формаға келтіру үшін және бетінің тазалығын келтіру үшін жасалады. Жонылған беттің негізгі сапа шарты болып орташа бұдырлылық биіктігінен сипаталады.
Кесу күшіне және таза өңдеуге өңделетін материалдың қасиетінен басқа жону режимі мен кесетін аспаптың фрезаның геометриясына байланысты [14, с. 105 - 110].
Фреза ол көптісті аспап. (11.9. аспап). Фреза тістерінің кесетін жүздері оның алдынғы және артынғы қырларының қиылысуынан пайда болады. Бұрыш α арасында – өткір бұрыш, β және γ – алдынғы және артқы бұрыш, δ – кесу бұрышы. Екі бұрыштың арақатынас өлшемінен сондай ақ тіс жүзі өткірлігінің дәрежесі мен бет жағын өңдеу жиілігіне байланысты. Кесу бұрышы δ және өткірлік бұрышы α көлемі мейілінше үлкен болмағаны тиіс. Мұндай жағдайларда кесу күші және бетті өңдеу тазалығына аз күш жұмсалады. Фреза профилі өңдеу тазалығына әсер етпейді , бірақ өңделетін беттің формасын анықтайды.
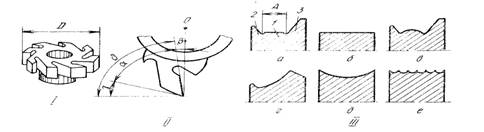
11.9. сурет. Фрезаның жалпы көрінісі (І) , фреза тісінің геометриясы (ІІ) және фрезаның кейбір схемаларының профильдері (ІІІ)
а және б – түзу текшесі (полка), ( 1 – текше, 2- кіші қауырсын, 3- үлкен қауырсын); в – томпақ текшемен; г және д – иілген текшемен; е - фигуралы текшемен
Фреза мақсатына орай, профильдің мен текшенің А еніне барлық аяқ киім фрезалары [41, с. 286-296] классификациясы номерлі және 14 группаға біріктірілген болады. (профиль бойынша). Фрезаның сыртқы диаметрі D оның мақсатына байланысты. Ұлтанның тұмсық жақ кесігін (урез) жону үшін диаметірі D =48 мм фреза қолданылады (тіс саны z = 8,12 және 16) , ұлтанның өкше бөлігіне ,ұлтарақты және нәлді (набойка) жонуға D=45 мм (z=8, 12,16) геленоктік бөліктің кемерін жону үшін D=26 мм (z=7).
Фрезаның әр тісі өңделетін материал траекториясына қатысты орналастырады. Трохойда теңдеуі параметрикалық формада келесі түрде берілген:
X=Rsinωt + vt
Y=R(1-cosωt) (11.2)
Мұнда R- фреза радиусы, мм; ω – фрезаның бұрыш жылдамдығы, рад/с; (ω=πn/30); n – фрезаның минутына айналу жиілігі; t – айналу есебі; с; υ – жылдамдық; мм/с;
Фреза тісімен материал s тарту келесі формуламен анықталады
S= 
z- фреза тістерінің саны.
Теориялық тұрғыдан алғанда, фреза арқылы деформацияланған материал есепке алмай, һр өңделген беттің бұдырлығының биіктігін (11.2) теңдеуі арқылы х=0.5s ті қойып аламыз.
Егерде троихойданың доғасы айналма доғаға жақын болса , s көлемде бір біріне тиісті болса, бұдыр беттер биіктігін келесі формула бойынша анықтауға болады:
Һр=  (11.4)
(11.4)
Мұнда s – материалды жіберу, (11.3) формуласы бойынша анықталатын, мм; R – фреза радиусы, мм.
Берілген (11.2) және (11.4) формуда көрсетілгендей , өңделген беттің тазалығы, hp бұдырлық биіктігінен көрінетін, фреза тістерінің санына , диаметіріне және өңдеу режиміне байланысты. Жиілік жоғарылайды егерде кесу күші азайса, z – тіс саны артса, радиус R , айналма жылдамдық ω және тарту жылдамдығы υ азайса. Сондықтан өндіріс кәсіпорындарында жону жоғары жылдамдықта жүреді ω = 1260 рад/с (200 с-1) , υ = 100-200мм/с тарту жылдамдығында. Бірақ, жоғары бұрыш жылдамдығында өңдеу жиілігі кейбір материалдарға тіс санының артуымен тек белгілі бір жылдамдыққа дейін артады, ары қарай тек нашарлай түседі. Тәуелді n = f(z) кейбір z белгілерде экстремумын анықтайды. Мысалы: белгілі [14, с. 105 - 110], 16 тіспен резина ұлтанды жону кезінде қатты қызатыны белгілі. Одан шыққан жылу жаңқаға және ұнтаққа беріледі, кейін ол жабысқақ болып фрезаның канавкасын толтырып кейін жонуға мүмкіндік бермейді.
Көрсетілген режимдерден бөлек, өңделетін беттің тазалығына жону тереңдігі және өңделетін объектінің фрезаға басылу күшіне де байланысты. Жоғары жылдамдықта өңдеу жиілігі кесу тереңдігі 1мм сақаталды, кейін нашарлай түседі. Басу арқылы жонып өңдеу көбнесе экстремальді жағдайда болады.
Жұмыс мақсаты. Өңделетін беттің сапасына жону режимдерінің және фреза геометриясының әсерімен танысу.
Материалдар, үлгілер, құралдар. Аяқ киім астына қажетті табиғи материалдар, борпақ, борпақ емес және былғарығ ұқсас 20 х 80 мм резина өлшемді , саны 12.
 Аяқ киім фрезасы тік текшесімен, ені өңделетін материалдан үлкен, тіс көлемі әр түрлі z = 8, 12 және 16, саны 3.
Аяқ киім фрезасы тік текшесімен, ені өңделетін материалдан үлкен, тіс көлемі әр түрлі z = 8, 12 және 16, саны 3.
ІІ.10. сурет. Үлгілерді жонуға және тегістеуге арналған принициті схема
Құрал- сайман, жабдықтау,құрылғылар. Үлгілерді жонуға және тегістеуге қажетті стэнд. Жонылға беттегі бұдырлардың биіктігін анықтау үшін микроскоп ТСП – 4. Штангенциркуль және сызғыш 1 мм бөлінетін.
Аяқ киім материалдарын жону үшін стэнд қолданылған жөн, сехмасы ІІ.10. суретінде көрсетілген.
Үлгі 1 жону үшін жоғарғы шет жағына арнайы қысқышқа бекітіледім 2, ол жылжымалы орындыққа 4 болттардың көмегімен 3 гайка арқылы бектіледі. Тегістегенде қысқыш 2 ұстағышпен алмастырылады, белгілі бір рамка түрінде орындыққа 4 болттар 3 мен гайка арқылы бекітіледі. Орынық 4 үлгімен фрезаға бектіледі жүк 10 рычаг 9 арқылы. Басу күшінің өлшемі жүк 10 салмағы мен иіннің l әсерінен өзгереді. Орындықтығ жоғарғы жағы 4,жонудың тереңдігі сүйеніш винткепен 8 реттеледі.
Үдемелі қозғалыс орындыққа 4 винтті жылжытумен 5 хабарланады. Айналма жағдай винт двигатель арқылы 7 ременді жылжу 13 және редутор 12 арқылы беріледі. Шеткі оң және сол орындық 4 жағдайы сонңғы сөндіргіштермен шектеледі 14.
Кесетін аспабқа айналма момент 11 жылжымалы ремень арқылы двигательмен беріледі.
Кесетін аспабтың бұрыштық жылдамдығы ω ременьнің жылжымалы өткізгіш санының өзгеруіне дискретті және мотордың бұрыштық жылдамдығына да тәуелді.
Стэндтің техникалық мінездемесі төменде көрсетілген.
Стэндтің техникалық мінездемесі
Кесетін аспабтың бұрыштық жылдамдығы рад/с . . . . . . . . . . . . . . . . . . . . . .26; 52; 78; 148; 220; 440;
Айналу жиілігі n, с-1 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4,2; 8,3; 12,5; 23,3; 35;70
Материалды жіберу жылдамдығы . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 10
Басу күші Р,Н . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .. . . . . . . . . .5 – 80
Фреза диаметрі D, мм . . . . . . . . . . . . . . .. . . .. . . .. . . . . . . . .. . . . . .. . . . . . . . . 45 – 48
Жону инструментіне D, мм . . . .. .. .. . . . . . . . . . . . . . .. . . . . . . . . . . . . . . . . . .100
Электрқозғалтқыш қуаты кВтматериалды жіберу механизмі. . . .. . . . . . . . 0,75/0,9/1,2
Айналу жиілігі, с-1 материалды жіберу механизмі . . . . . . . . . . . . . . .. . . . . . . 22,7
Кесетін инструмент айналымы . . . . . . . .. . .. . . . . . . . . . . . . . . . . . . . . . .47,9/24,2/16
Фрезаның бұырштық жылдамдығы мен ω = 440 рад/с және материалдың жіберу жылдамдығының υ = 10 мм/с стэндте үйлесімділігі өндіріс машиналарында (ω = 1260рад/с және υ = 100-200мм/с) модельдеуге мүмкіндік береді және стэнд конструкциясын оңтайландырады, кейін оны ЖОО дағы механикалық шеберханаларда дайындауға мүмкіндік береді, сондай – ақ бір машинада жону және тегістеу операциясын жасаға болад.
ТСП – 4 микроскобы мен жұмыс істеу принципі профильді сыртқы бұдырларды көлеңкелік қию және көлеңкені өлшеуде негізделген, арнайы пышақтан алынатын.
Микроском тірегінде жарықтандырғыш тубус және микроскоп бақылаушы орнасқан кроншейн бар. Соңғының жоғарғы бөлігінде окулярлы винт микрометр орналасқан , ол көлеңке проекцисын өлшеу үшін арналған.
Ауыстырмалы пышақ ұстағышқа бастырмалы планк және винт арқылы бектіледі. Пышақт жылжыту сапты сағат тіліне қарсы бұру арқылы жасалады.
Бақылау микроскобын қатты тұралау тубусты үдемелі жылжыту арқылы бектілген винт жағдаймен бірге жүргізіледі. Нақты тұралау гайканы бұрау арқылы жүргізіледі.
Микроскоп ТСП-4 арқылы беттің бұдырлығын өлшеу принципі. Сурет ІІ.11.
 Пышақ жүзін 2 зерттелетін беттің сыртына 1 параллель жарық шоғыры түсетіндей етіп орналастырады. Қисықтық профильдерін микроскоп объективінен бақылауға болады.
Пышақ жүзін 2 зерттелетін беттің сыртына 1 параллель жарық шоғыры түсетіндей етіп орналастырады. Қисықтық профильдерін микроскоп объективінен бақылауға болады.
Сурет ІІ.11. микроскоппен өлшеу принципі ТСП -4
Сурет ІІ.11 ден көрінетіндей микроскоптың окуляры арқылы бақыланатын проекция көлеңкесі тең:
Ι =h/sin α
Мұнда һ – бұдырлық биіктігі; α – жарық түсу бұрышы
Сондай ақ α = 450, болғандықтан онда sinα=  және
және  . Бірақ біз дұрыс өлшемін көрмейміз тек N рет көбейтілген сондықтан һ = L/N
. Бірақ біз дұрыс өлшемін көрмейміз тек N рет көбейтілген сондықтан һ = L/N  .
.
Өлшеген кезде микроском ТСП -4 тіреуішін биіктетеді, оны биіктігі өлшенетін үлгінің қалыңдығына шамамен тең. Үлгіні жүздерді өлшенетін беттке көлденең етіп орналастырады. Пышағы түсіріледі,жарық шам қосылып және бақыланатын тубус қозғалтып бейне көлеңкесі көрінеді.
Көлем L ді анықтау үшін бараданды окулярлы микрометрдің горизонтальді жіп айналуын бірінші жоғарғы кеін төменгі көлеңке шеттерінің бұдырларымен үйлестіреді. Есетеудің әртүрлілігі және профильдіңң ұзындық бойынша масштабтық үлкеиуі нәтижесі арқылы анықталады, ол қолданылатын объективке байланысты. Бұдырлықтың биіктігін көлемдік L микрометірде анықтау үшін барадандаға бөлініп өлшенгенді 10 ға көбейту керек.
Көлем L тікелей өлшенеді, ал келесі басқа L1 өлшемі арқылы , өйткені баранды микрометр окулярындағы жіп қозғалысының бағыты өлшенетін кесіндіге қатысты 450. Сондықтан  7
7
Осыған орай бұдырлылық биіктігі
Һ = 10ЕL1
Мұнда. L1 – окулярлы микрометр бараданындаға әртүрлі есептеу бөліндісі; Е – үлкейту масштабы, 0,12 тең (4х объективінде), 0,13 (3,7х объективінде) немес 0,23 (1х объективінде).