Свариваемость магниевого сплава МА5
Сварка магниевого сплава МА5затрудняется из-за следующих факторов:
ü низкой теплопроводности;
ü близости температур плавления и воспламенения;
ü высокого коэффициента линейного расширения;
ü большого химического сродства магния к кислороду;
ü склонность к трещинообразованию в околошовной зоне;
ü наличие тугоплавкой пленки окиси магния (MgO), температура плавления которой около 2500°С.
Следовательно, при сварке необходимо удалять оксидную пленку и тщательно защищать расплавленную ванну от ее взаимодействия с кислородом и азотом воздуха и парами воды.
4.2. Расчет режима электрошлаковой сварки магниевого сплава МА5
Устойчивость электрошлакового процесса сварки, форма шва и глубина проплавления основного металла зависят от параметров режима ЭШС. К основным параметрам электрошлаковой сварки относятся: скорость сварки, сварочный ток, скорость подачи электродов, напряжение сварки, толщина металла, приходящаяся на один электрод, расстояние между электродами. Вспомогательные составляющие режима: зазор между кромками, состав флюса, глубина шлаковой ванны, скорость возвратно-поступательных движений электрода, его «сухой» вылет, сечение электродов и др.
Глубина шлаковой ванны в зависимости от силы сварочного тока изменяется от 25 до 70 мм. Скорость возвратно-поступательного движения электрода 25—40 м/ч. Сухой вылет электрода 60—80 мм.
При электрошлаковой сварке, с увеличением силы тока увеличивается скорость расплавления электрода и растет глубина металлической ванны. Ширина шва изменяется незначительно. С увеличением скорости подачи электрода (обычно составляет 100—500 м/ч) конец электрода погружается в шлаковую ванну более глубоко. Это уменьшает напряжение сварки, глубину металлической ванны и ширину шва. Коэффициент формы шва (формы металлической ванны) уменьшается с ростом силы тока и повышается с увеличением диаметра электрода и напряжения сварки.
Сила сварочного тока на одну проволоку составляет Iсв = 200-600А, напряжения сварки - 26-44В; скорость подачи проволоки - Vп = 100-400 м/ч.
4.3.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| СПТ.150415.01.13.ПЗ |
Наиболее полно разработана технология дуговой сварки магниевых сплавов в среде защитных газов, главным образом аргонодуговая сварка плавящимся и неплавящимся электродами с применением присадочных материалов, легированных различными элементами.
С увеличением толщины свариваемого металла более 40 мм способы дуговой сварки становятся малопроизводительными и не гарантируют высокого качества сварных соединений, так как при многопроходной сварке появляется опасность краевых несплавлений из-за неточного направления дуги вдоль шва, а также кристаллизационных трещин, обусловленных большой жесткостью сварного стыка. Для сварки сплавов магния большой толщины ИЭС им. Е. О. Патона рекомендует способ электрошлаковой сварки: электродными проволоками - для швов большой протяженности; плавящимся мундштуком - для
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| СПТ.150415.01.13.ПЗ |
Перед сваркой поверхности свариваемых кромок должны быть тщательно очищены от пленки и оксидов. Очистку осуществляют как механическим способом (металлическими щетками), так и химическим (в специальных растворах). Оксидную пленку удаляют обработкой детали в 18%-ном растворе хромовой кислоты при температуре 90—100°С в течение 5 мин. После травления детали промывают в горячей воде при температуре 50—60°С, а потом в холодной воде. Промытые детали сушат на воздухе.
Заготовки под электрошлаковую сварку следует собирать с учетом усадки стыка после сварки. Для плотного прилегания ползунов и формирующих устройств к кромкам стыка последние зачищают от заусенцев, окалины и т. д. на ширину до 100 мм. Для вывода за пределы шва усадочной раковины в конце шва устанавливают выходные, а вывода непроваров в начале шва — входные планки, которые после сварки удаляют резкой. Для начала электрошлаковой сварки в карман, образованный входными планками, засыпают флюс, который плавится сварочной дугой до получения шлаковой ванны требуемых размеров. После этого дуга шунтируется шлаком, и процесс переходит в бездуговой — электрошлаковый.
Форма и размеры технологических планок при сварке прямолинейных стыков
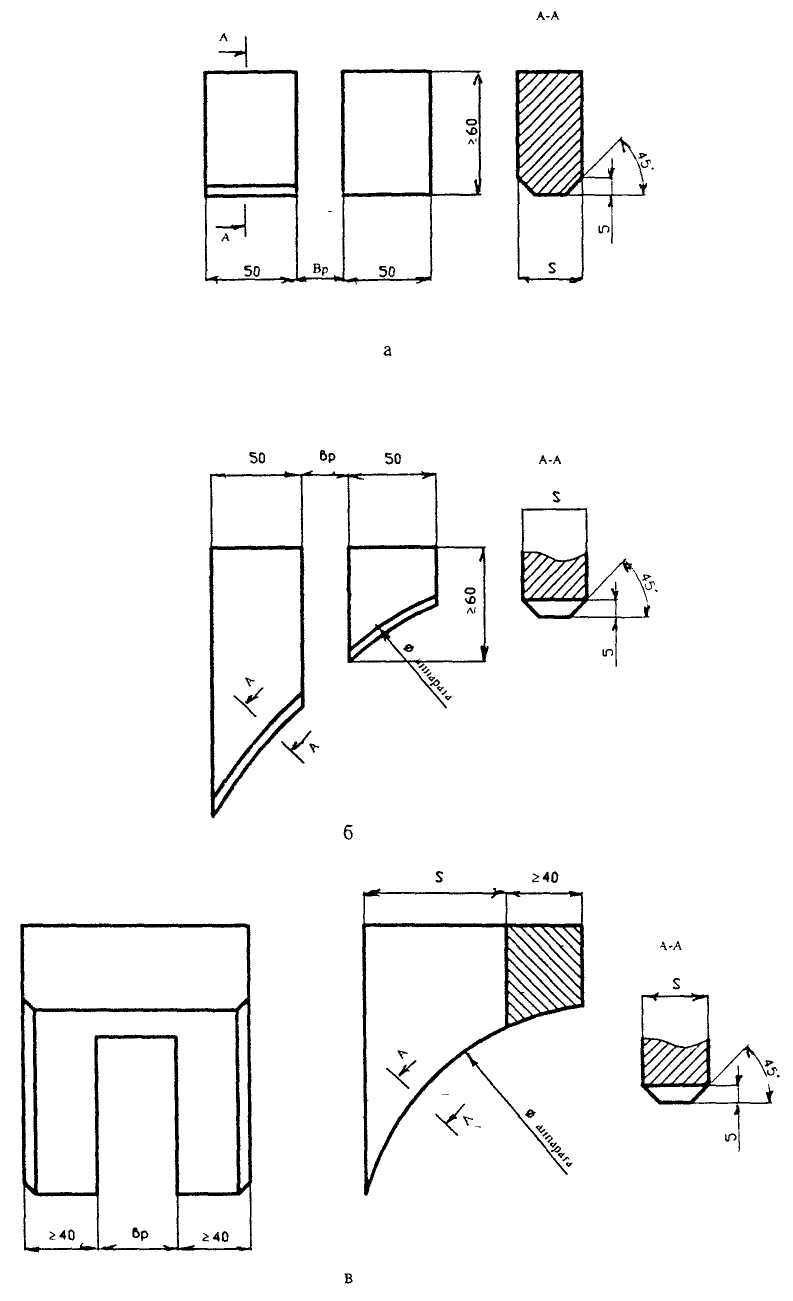
Рисунок 4.3.1.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| СПТ.150415.01.13.ПЗ |
планок для прямолинейных стыков швов
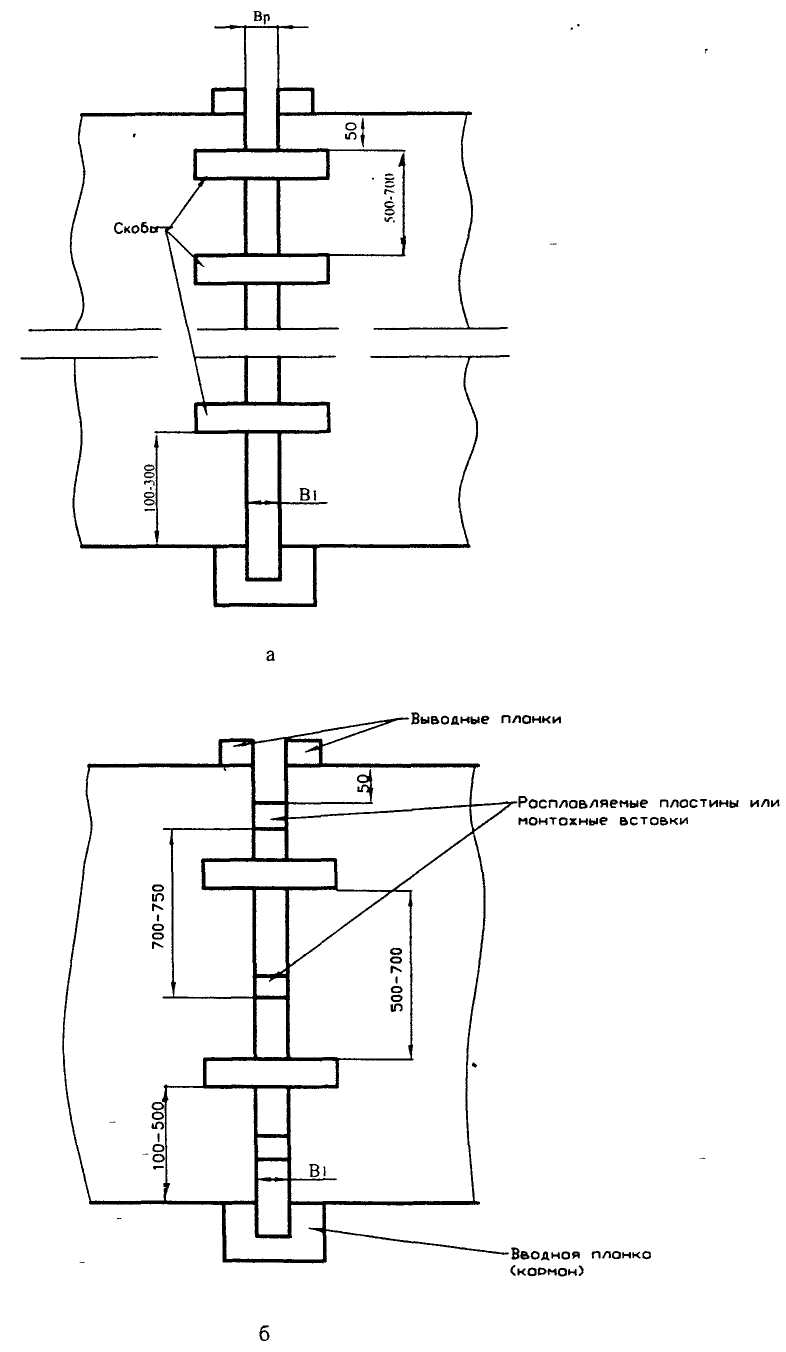
Рисунок 4.3.2.
Две свариваемые детали устанавливаются вертикально с зазором между кромками. Зазор с двух сторон закрывают медные водоохлаждаемые ползуны. Снизу зазор также закрывается специальным карманом. В зазор засыпается сварочный флюс и опускается сварочная проволока. В процессе сварки проволока подается вниз роликами, токоподвод осуществляется мундштуком. За счет прохождения тока между проволокой и изделием флюс нагревается и расплавляется. Расплавленный флюс образует шлак, который, будучи электропроводным, является источником тепла, приводящим к расплавлению проволоки и кромок и образованию сварочной ванны. Электрическая дуга отсутствует, так как она шунтируется расплавленным шлаком. Процесс сварки идет снизу вверх. Ползуны, охлаждаемые водой через трубки, перемещаются вверх вместе со сварочным автоматом и формируют сварной шов.
| Изм. |
| Лист |
| № документа |
| Подпись |
| Дата |
| Лист |
| СПТ.150415.01.13.ПЗ |
Расход флюса при этом способе сварки невелик и не превышает 5%-ной массы наплавленного металла.
Так как выделение теплоты в шлаковой ванне происходит главным образом в области электрода, максимальная толщина металла, свариваемого одной проволокой, обычно ограничена 60 мм. При больших толщинах целесообразно использовать несколько проволок - обычно кратно трем - числу фаз источника питания. Следовательно, электрошлаковая сварка магниевого сплава марки МА5 толщиной 60мм выполняется одним электродом с колебательными движениями