Полуавтоматический настилочный комплекс.
Подготовительный цех
Схема цеха с указанием участка и применяемого технологического и транспортного оборудования. Поставщики материалов. Характеристика используемых материалов на предприятии.
Первичная приёмка материалов: поставщики, упаковка, организация работы материалов, способы хранения материалов, документация, контроль качества транспортное оборудование. Подготовка материалов к раскрою: разбраковка и промер материала, технические условия на выполнение указанных операций, наиболее распространенные дефекты материалов, документация, оборудование. Хранение разбракованных, забракованных материалов по видам, оборудование. Графическое изображение элемента зоны хранения с указанием размера куску, ячейки секции стеллажа, поддона и д.р. Расчет кусков материалов: метод расчета; пример расчета; количество настилов в расчете, применяемое оборудование, документация. Порядок комплектования материалов для передачи в раскройный цех. Документация. Для условий индивидуального изготовления швейных изделий: способы и условия хранения заказчика, наличие и условия хранения материалов, имеющихся на предприятии и предлагаемых заказчику, запас материалов, периодичность поставок, поставщики, организация приёмки материалов от поставщиков, оформляемая документация.
Организация работы раскройного цеха.
Технический процесс раскройного цеха начинается с настилания предварительно подобранного в подготовительном цехе материала. Настилание ткани может проводится, как из рулона, так и нарезанными в раскройном цехе полотнами.
Обработка и настила включает нанесение контуров лекал на верхнее полотно настила или укладывание на настил готовой раскладки (зарисовки или светокопии), обмелку деталей на зарисовке раскладки лекал, клеймение настила, определение фактического расхода материала, уложенного в насил. Нанесение контуров лекал на настил может производится, путем обмеловки лекал или пропудривание трафаретов. Готовая раскладка может быть выполнена на полотне или на бумаге в подготовительном цехе и поступит вместе с тканью в раскройный цех или может быть получена путем светокопии. При необходимости на раскладках, выполненных в подготовительном цехе, делается подмелка стершихся контуров деталей.
Полуавтоматический настилочный комплекс.
В швейной промышленности нашел широкое применение полуавтоматический настилочный комплекс (ПНК), который предназначен для машинного настилания материалов (рис.1.4)
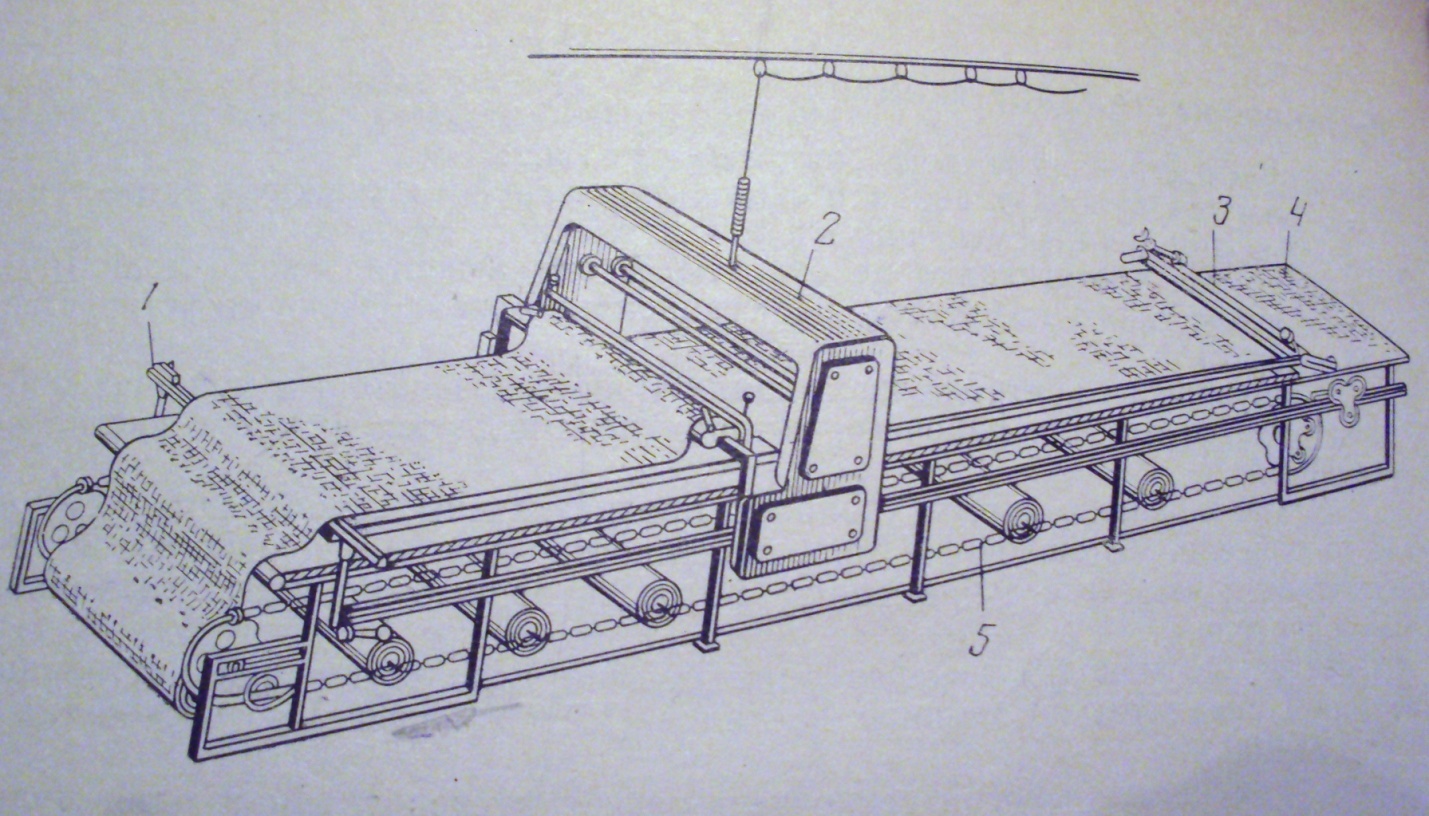
Рисунок. 1.4 - Полуавтоматический настилочный комплекс ПНК - состоит из каретки 2, настилочного стола 4, цепного конвейера 5 для хранения и подачи кусков ткани, концевой линейки с отрезающим устройством 1 и концевой линейки 3 для прижатия концов полотен. На машине ПНК можно настилать полотна «лицом вниз» и «лицом к лицу».
Заправка настилочной машины производится двумя работающими. Конец полотна 1 (рис.1.5) из рулона – 2, установленного в цепном транспортере, укладывается на специальном столике – платформе – 3 до упора, установленного на концевой линейке – 4, затем полотно зажимается в пазу столика зажимом – 5. После машина включается в автоматический цикл.
Столик 3 с зажатым полотном поднимается в крайнее верхнее положение (рис. 1.5, б). Одновременно происходит подъем и опускание концевой линейки 4 для зажима, ранее отрезанного настеленного полотна (на рисунке элемент не показан).
После опускания концевой линейки 4 настилочная машина с зажатой по всей ширине тканью начинает перемещаться вдоль стола, неся на себе столик 3 над настилочной поверхностью (1.5, в).
Приблизившись к прижимной линейке, настилочная машина уменьшает скорость и взаимодействуя с упорами линейки, останавливается; столик 3 с тканью опускается на настил (рис.1.5, г).
Во время протягивания полотна настильщицы разматывают рулон вручную и следят за подачей ткани. В случае необходимости настилочная машина может быть остановлена в любом месте с помощью аварийного останова.
Перехват конца полотна происходит за счет подъёма и последующего опускания прижима 6; в результате конец полотна попадает под прижимную линейку (рис.1.5, д).
После фиксирования конца полотна зажим 5 поднимается в верхнее положение, освобождая полотно на столике 3. В то же время происходит опускание на полотно фиксирующего валика 7 (рис.1.5, е).
Настилочная машина начинает двигаться в обратном направлении. Одновременно столик поднимается в крайнее верхнее положение, распрямляя ткань (1.5, ж). При движении назад происходит автоматическое равнение полотна по правой кромке 9на рисунках механизм равнения кромки не показан). В исходном положении у концевой линейки, настилочная машина автоматически останавливается и столик 3 опускается за концевую линейку на упор 8 (рис.1.5, з). Положение упора определяется высотой ранее использованного настила и поэтому не требует регулировки по высоте. По окончании автоматического цикла и после проверки настильщицами качества настила производится его обрезка.
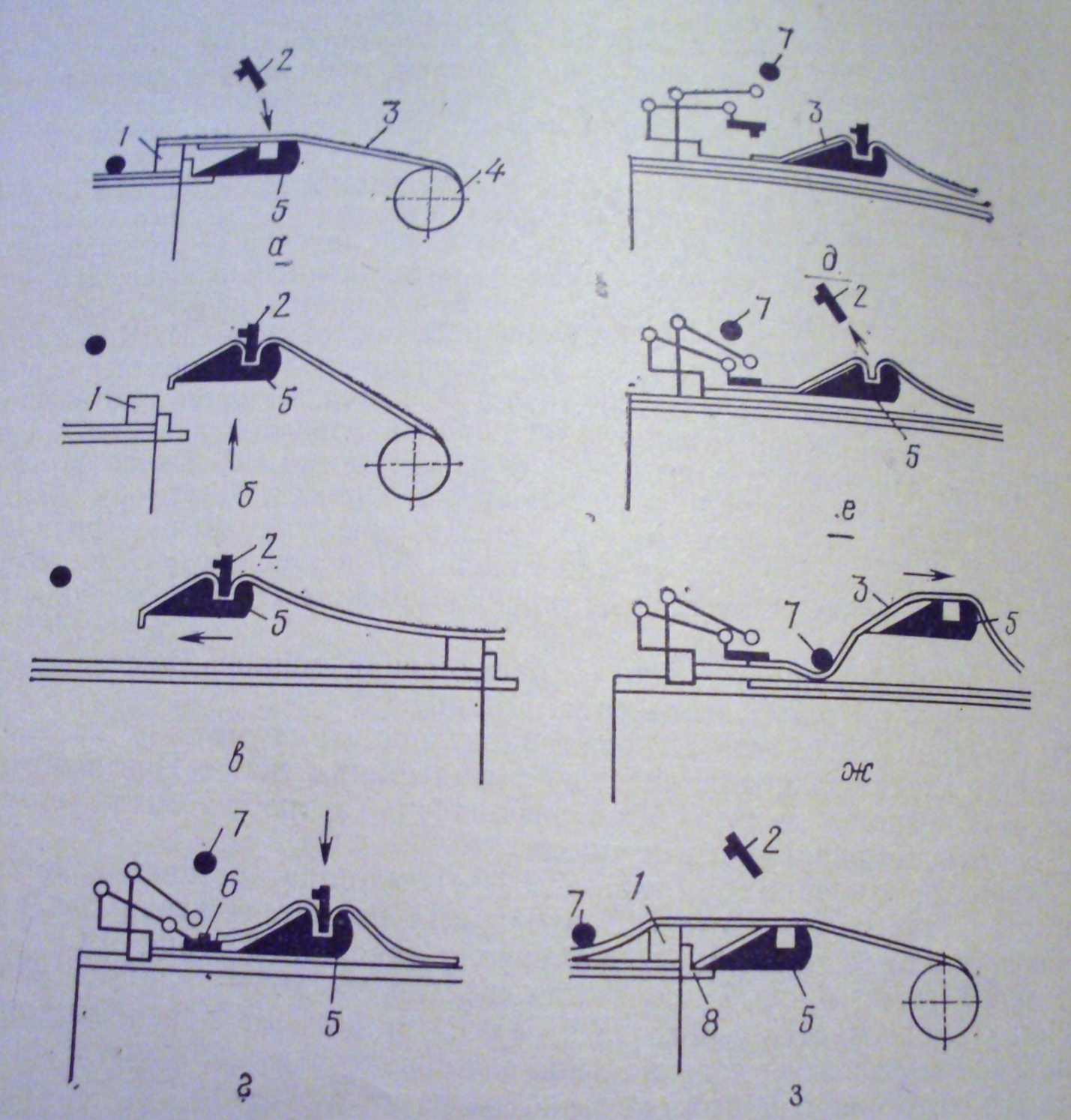
Рисунок 1.5 . последовательность взаимодействия органов машины ПНК.
1.5– Последовательность взаимодействия инструментов ПНК.
В настоящее время появилось множество новых конструкций, в которых каретка транспортирует рулон ткани. Каретка более маневренна и соединена с тележкой ( в ней находится настильщица).Выбор оборудования при его использовании определяется главным образом экономическими показателями.