Тип станка, его основные технические данные
Токарно-винторезный станок модели 16К20П предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм - 16 мкм.
Таблица 1 – Технические данные
| Наименование параметра | Единица измерения | Величины параметра | |
| Наибольшая длинна обрабатываемого изделия | мм | ||
| Пределы чисел оборотов шпинделя | Об/мин | 12,5-1600 | |
| Пределы подач | Об/мин | 0,05-2,8 | |
| Высота оси центров над плоскими направляющими станины | Мм | ||
| Габарит станка | Длина | мм | |
| ширина | |||
| высота | |||
| Масса станка | Кг | ||
| Наибольший диаметр изделия, устанавливаемого над станиной | мм | ||
| Наибольший диаметр обработки над поперечными салазками суппорта | мм | ||
| Наибольший диаметр изделия, устанавливаемого над выемкой в станине | мм | - | |
| Наибольший диаметр прутка , проходящего через отверстие в шпинделе | мм | ||
| Наибольшая длина обтачивания (соответственно L) | мм | ||
| Пределы шагов нарезаемых резьб | Метрических | мм | 0,5-112 |
| Модульных | Модуль | 0,5-112 | |
| Дюймовых | Число ниток | 56-0,5 | |
| Питчевых | питч | 56-0,5 |
| Изм. |
| Лист |
| № докум. |
| Подп. |
| Дата |
| Лист |
| КП. 140613.08. 05. П3 |
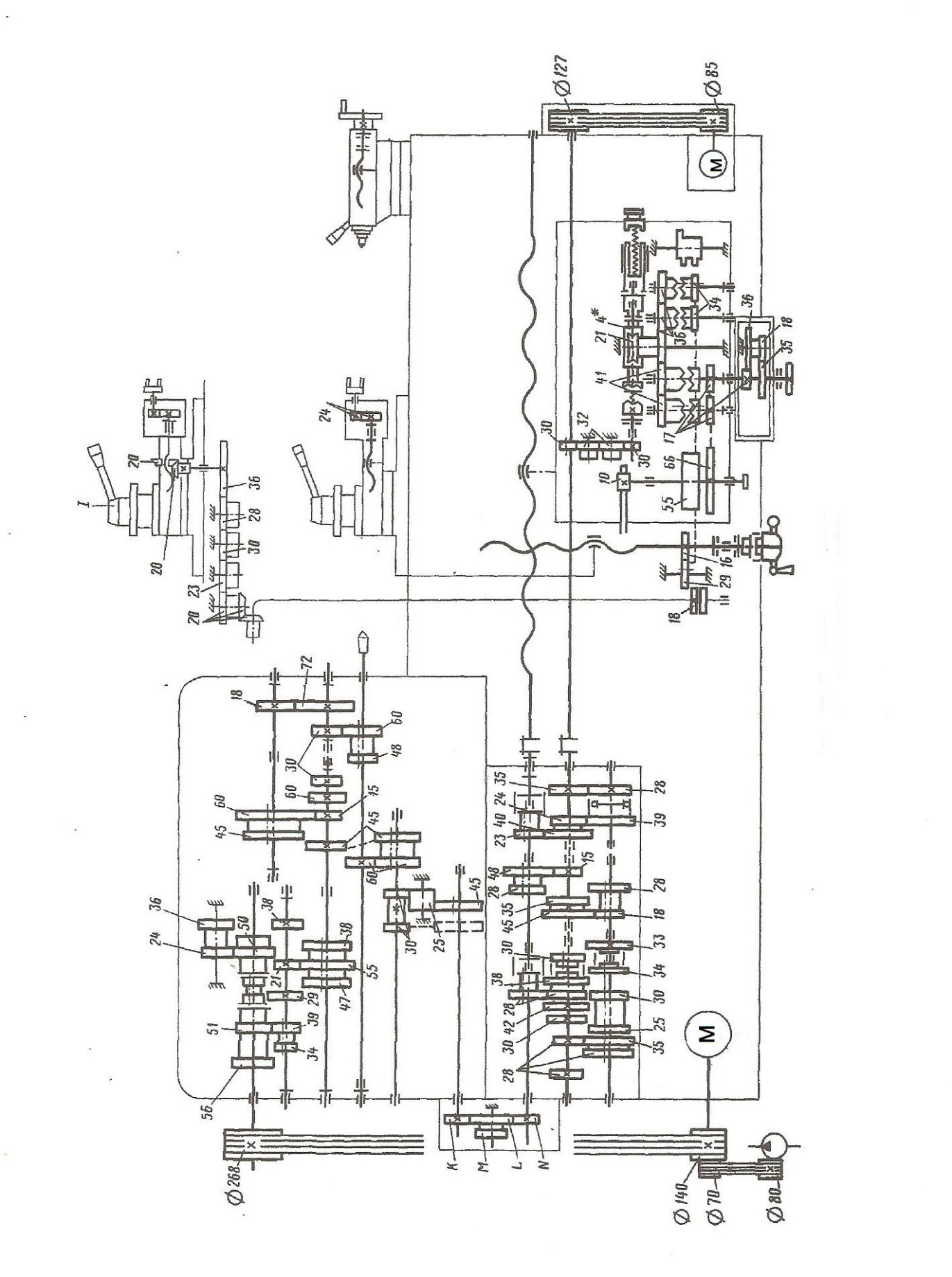
Привод вращения шпинделя (главное движение). От электродвигателя М через клиноременную передачу и коробку скоростей с передвижными скользящими блоками шпиндель получает различные "прямые" частоты вращения при включении фрикционной муфты (главного фрикциона Ml) влево. При включении муфты Ml вправо через промежуточные (паразитные) передачи и осуществляется изменение направления вращения и шпиндель получает 12 "обратных" частот вращения в пределах 19...1900 мин"1.
Кинематическая цепь привода главного движения представляется следующим образом:
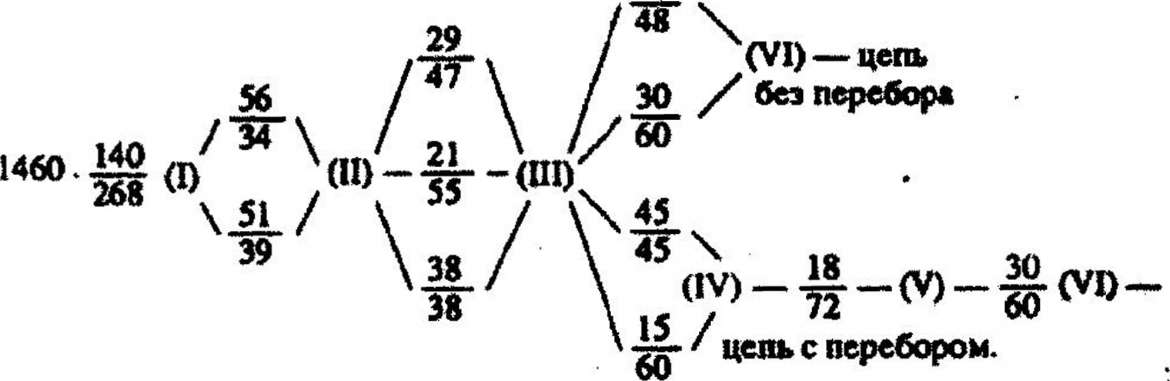
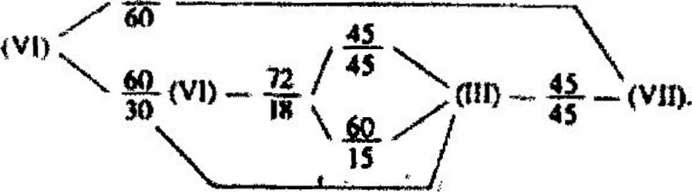
Здесь в скобках записаны номера валов привода, и в промежутках -возможные передаточные отношения между ними при соответствующих позициях зубчатых блоков. Частоты вращения шпинделя 500 и 630 мин-1 повторяются дважды (перекрытие), что и определяет наличие 22, а не 24 скоростей. Торможение коробки осуществляется с помощью ленточного тормоза Т, расположенного на ступице колеса Z - 60 на валу Ш. Привод подачи служит для получения продольной и поперечной подач суппорта от ходового валика XVIII, нарезания резьб при вращении ходового винта XVII. Движение механизму подачи передается либо от шпинделя VI, как показано на схеме, либо, для увеличения подачи (или шага нарезаемой резьбы) в 2,В и 32 раза, через звено увеличение шага:
| Изм. |
| Лист |
| № докум. |
| Подп. |
| Дата |
| Лист |
| КП. 140613.08. 05. П3 |
Далее с вала VII вращение через реверсивный механизм (правое вращение передача 30/45, левое - передачи 30/25*24/45 передается на вал VIII и через гитару сменных колес на вал IX коробки подач с передвижными зубчатыми блоками. При нарезании метрических и дюймовых резьб, а также для получения механических подач от ходового валика устанавливается гитара при нарезании модульных и питчевых резьб,
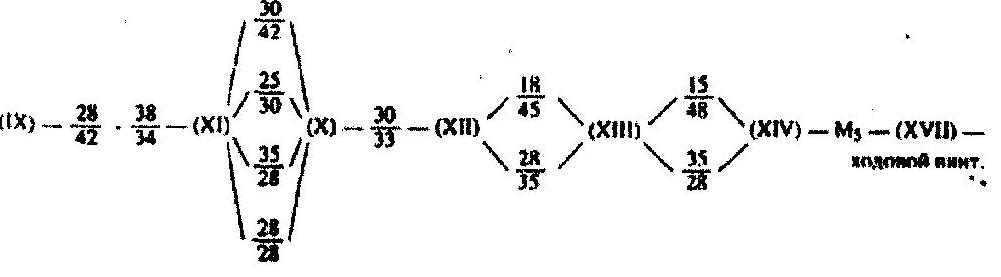
С вала IX коробки подач движения может передавать по двум кинематическим цепям. При включении зубчатых муфт М3, М4 и М5 и выключенной муфте М2 нарезается метрическая или модульная резьба либо вращается ходовой валик при включении муфты М6.
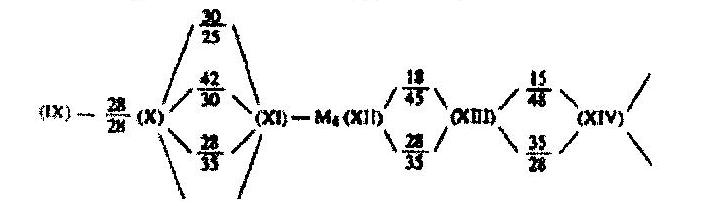
При отключении муфты М2,М3 и М4 при включенной муфте М5 нарезаются дюемовые или питчевая резьба.
М1-главный двигатель
| Рисунок 1 – Кинематическая схема |
| Изм. |
| Лист |
| № докум. |
| Подп. |
| Дата |
| Лист |
| КП. 140613.08.05. П3 |