Расчет неподвижных компенсаторов
Неподвижные компенсаторы обеспечивают точность замыкающего звена путем ступенчатого регулирования. Эта регулировка осуществляется применением одной компенсирующей детали или набора деталей. При использовании компенсатора, состоящего из одной детали, расчет параметров осуществляется по приведенной выше последовательности.
Рассмотрим случай, когда компенсатор представляет собой набор из г одинаковых деталей.
Интервал регулирования замыкающего звена в этом случае должен быть равным величине поля компенсации

а величина ступени компенсации не должна больше допуска замыкающего звена, т. е.

где 5 - размер одной компенсирующей детали из набора (например, толщина прокладки).
Минимально необходимое число одинаковых деталей в наборе определяется из выражения
где |41 - абсолютное значение передаточного коэффициента.
Если номинальный размер звена-компенсатора равен нулю (Ак = 0), то необходимое число деталей в наборе определяется по формуле
Технологический допуск /Тт не зависит от точности регулировки, так как он может быть больше, меньше или равен величине ступени компенсации 5. Для набора деталей неподвижного компенсатора значение /Ту является суммарным
Рекомендуется принимать для деталей набора симметричное расположение предельных отклонений с тем, чтобы фактический размер был ближе к номинальному значению

Если сменные элементы имеют различную толщину, то толщину первой принимают равной /7МЛ, т. е. 5, = 1ТА&.
Толщины всех последующих элементов изменяются по геометрической прогрессии со знаменателем 2, т. е.

Размер последней детали набора должен быть равным или превышать половину толщины набора сменных деталей, т. е.

Суммарная толщина всех деталей набора сменных деталей & определяется по формуле

Пример 2.
Расчет компенсатора, состоящего из набора шайб одинаковой толщины. Исходные данные из примера 1.
Решение. Принимаем величину ступени компенсации 5= ІТА^. Тогда тол-шина каждой шайбы 5- 1ТАЫ ~ О, I мм.
Число шайб в наборе і = -.-і--1 -1,35/0,1 + 1 -15 шт.
Номинальная толщина основной шайбы

Наибольшая толщина набора шайб

Интервал регулирования 5( - 5^, = 3,625 - 2,025 = 1,6 мм, что превышает необходимую величину компенсации К~ 1,35 мм.
Пример 3.
Расчет компенсатора, состоящего из набора шайб разной толщины. Исходные данные из примера 1.
Решение. Необходимая суммарная толщина всех шайб

Принимаем величин)' ступени компенсации кратной допуску замыкающего звена /ГЛд - 0,1 мм.
Определим размер последней шайбы из набора с учетом формул (5.191) и (5.193):

Подставляя данные, получим 2г_| =---=--- = 15 Откуда г = 5
2ГГА& 20,1
и 55 = 25"'0,1= 1,6 мм.
Тогда 5, = 0,1 мм; 5, = 2-0,1 = 0,2 мм; 53 = 2-0,2 = 0,4 мм; 5< = 2-0,4 = 0,8 мм и 55 = 20,8 = 1,6 мм.
Наибольшую толщин)' набора шайб определим по формуле

Метод групповой взаимозаменяемости. селективная сборка деталей
Сущность метода групповой взаимозаменяемости заключается в изготовлении деталей со сравнительно большими допусками, а для осуществления сборки детали сортируются на группы по фактической величине сопрягаемых размеров деталей с более узкими групповыми допусками. Это обеспечивает при последующей сборке получение требуемых по техническим условиям значений замыкающего звена в пределах каждой группы. Сортировка может осуществляться как автоматически, гак и вручную. При селективной сборке обеспечивается полная взаимозаменяемость только в пределах каждой группы. Чем больше число групп сортировки, тем меньше разброс значений замыкающего звена в одной группе, тем выше точность селективной сборки. Из этого следует, что точность сборки можно увеличивать безгранично. Однако это невозможно, так как вступают в силу ограничения, связанные с возможностями измерительной техники, погрешностями базирования в приспособлениях и т. п. Кроме того, увеличение числа групп сортировки приводит к тому, что групповые допуски незначительно отличаются, а процессы сортировки и сборки значительно усложняются; увеличивается количество деталей, для которых нет пары; усложняется ремонт изделий в связи с отсутствием полной взаимозаменяемости деталей в разных сборочных группах.
Метод селективной сборки широко применяется в производстве подшипников качения, при сборке резьбовых шпилек со стальными корпусами (с целью обеспечения гарантированного натяга в соединении), некоторых деталей гидрооборудования.
Рассмотрим расчет размерных цепей с использованием метода селективной сборки на простейшем примере соединения двух деталей: вала и отверстия. Пусть допуски на изготовление вала и отверстия соответственно равны ITB и ITA. Обычно поле допуска отверстия в соединении больше, чем допуск вала, т. е. ITA > ITB. Сортировку деталей будем осуществлять на п групп (рис. 5.155). Тогда, очевидно, верхние (ESA, esB) и нижние (EIA, eib) отклонения для А-й группы деталей можно определить по формулам:
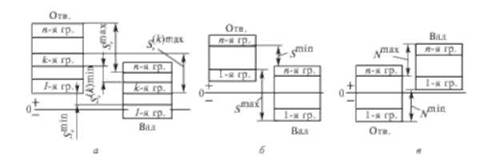
Рис . 5.155. Относительное положение полей допусков отверстия и вала при расчете зазоров в соединениях, полученных методом селективной сборки:
больших валов (рис. 5.156). В связи с этим деталей типа "вал" в 1-й, 2-й, ... группах будет несколько меньше, чем в симметричных с ними относительно центра поля допуска в группах п и (п - 1).
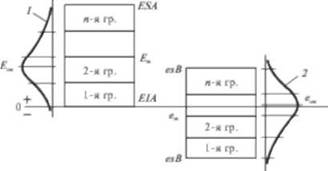
Рис. 5.156. Асимметрия распределения отклонений размеров деталей:
1 - плотность распределения отклонений размеров деталей типа "отверстие"; 2 - плотность распределения отклонений размеров деталей типа "вал";
координаты середин полей допусков вала, отверстия; ес/ц, - координаты максимумов плотностей распределения отклонений размеров вала.
Для деталей типа "отверстие" - наоборот: деталей в 1-й, 2-й,... группах будет больше, чем в группах п и ("-!).
При селективной сборке деталей 1-й, 2-й, ... групп будут оставаться "лишние" детали типа "отверстие", а при сборке деталей групп п и ("-I) остаются "лишние" детали типа "вал", что ведет к накоплению незавершенного производства непарных деталей. Для уменьшения незавершенного производства необходимо так организовать технологический процесс обработки сопрягаемых размеров, чтобы уменьшить асимметрию распределения размеров деталей типа "валов" и "отверстий". Полное отсутствие незавершенного производства возможно только при идентичности кривых распределения.
Отношения /ТА/п и /ТВ/п называют групповыми допусками.
Пример.
Требуется обеспечить сборку деталей типа "отверстие" и "вал" с зазором в соединении 5= 16±10 мкм (/Г5, - 20 мкм). Допуски на изготовление "отверстия" и "вала" ПА ~ 30 мкм, ПВ~ 20 мкм; соответственно "отверстие" изготавливается с основным отклонением Н (Е1А ~ 0). Необходимо определить предельные отклонения вала и число групп сортировки деталей для их селективной сборки.

Предельные зазоры в соединениях определяются по следующим формулам:

Средний зазор в соединении определяется по формуле
птах г-тт
5ер=--±=-. С учетом (5.196) получим

Допуск посадки в А-й группе деталей

т. е. величина зазора в А-й группе изменяется в следующих пределах (относительно среднего значения):

Отсюда следует, что при селективной сборке наибольшие зазоры уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему зазору для данной посадки.
При равенстве допусков вала и отверстия зазор в любой группе определяется по формуле

Если ІТА > ІТВ, то при сборке посадок с гарантированным зазором ( 5,тах>0, 5,т'п>0) наибольший зазор будет получаться в я-й группе, а наименьший - в 1-й
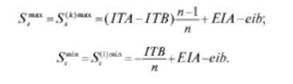
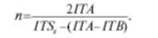
Число групп деталей для селективной сборки определим, исходя из требуемого допуска посадки (773^ =^шах-^т'11). Из (5.201) имеем

Неизвестными остаются нижние отклонения E/A и ei В. Верхние отклонения при заданных значениях допусков /ТА и /ТВ определяются по известным формулам: ESA = E/A + /ТА; esB = ei В + /ТВ.
Число групп, полученное по формуле (5.202), округляется до ближайшего целого числа.
При расчете посадок с гарантированным натягом (Sf* <0, 5™'° <0) наибольший натяг (наименьший зазор) будет в и-й группе, а наименьший натяг (наибольший зазор) - в 1-й группе:

Тогда число групп для селективной сборки
Одно из отклонений Е/А или с/5 определяется по формулам (5.203).
В посадках с натягом при селективной сборке наибольшие натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему натягу для данной посадки.
Переходные посадки (5'1таж >0, 5,!т1п <0 ) рассчитывают по формулам для посадок с зазором, а число групп можно определить как по формуле (5.202), так и по формуле (5.204).
В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с увеличением числа групп сортировки к тому натягу или зазору, который соответствует серединам полей допусков деталей.
В посадках с гарантированным зазором при /ТА < /ТВ (см. рис. 5.155) наибольший зазор будет в 1-й группе, а наименьший - в я-й, т. е. так же, как в формулах (5.203), т. е. по ним и надо определять необходимые предельные отклонения. Число групп в этом случае определяют по формуле (5.204).
Посадки с натягом при /ТА < /ТВ рассчитываются по формулам (5.201), (5.202), а переходные посадки - по формулам (5.203), (5.204).
Действительные законы рассеяния размеров валов и отверстий, как правило, несимметричны. При изготовлении деталей типа "вал"
Решение. Так как поле допуска отверстия больше поля допуска вала (/ТА > /ТВ), а максимальный и минимальный зазоры больше нуля
(5^ -26 > О, 5,тах - 6 > 0), то требуется посадка с гарантированным зазором. Определим число групп сортировки по формуле (5.202)

По формуле (5.201) определим нижнее предельное отклонение вала (е/В)
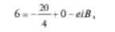
откуда е!В- - II мкм.
Верхнее предельное отклонение вала найдем из выражения

Схемы полей допусков с разделением их на группы представлены на рис. 5.157.
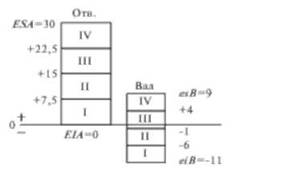
Рис. 5.157. Схема расположения полей допусков при селективной сборке двух деталей при их равномерном разделении
Предельные значения зазоров по группам приведены в табл.5.72:
5.72. Предельные значения зазоров по группам деталей для селективной сборки

Анализ приведенных результатов показывает, что только на одной из границ в двух группах I и IV появляются предельно допустимые зазоры (цифры, выделенные шрифтом); в двух других группах - II и III расчетные значения предельных зазоров не достигают регламентированных пределов.