Лекция 23. ОСНОВЫ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА ИЗДЕЛИЙ
В цикле разработки и изготовления машиностроительного изделия непосредственно после этапов проектирования и конструирования следует этап технологической подготовки его производства. Он состоит в обеспечении технологической готовности предприятия к выпуску спроектированного изделия с учетом соблюдения требований к качеству, срокам и объемам выпуска и запланированных затрат.
Основные функции ТПП включают:
• обеспечение технологичности изделия (включая технологичность конструкции и выполнения работ при изготовлении, эксплуатации и ремонте);
• разработку и внедрение ТП по видам обработки: механической, штамповки, литья, термообработки и др. для изготовления деталей и узлов изделия; методам сборки, контролю и испытаниям;
• проектирование и изготовление необходимого нестандартного оборудования и средств технологического оснащения (приспособлений, пресс-форм, штампов, специального режущего и мерительного инструмента);
• проектирование при необходимости производственных подразделений;
• управление процессами ТПП.
Рассмотрим подробнее некоторые из перечисленных функций.
Машиностроительные изделия, как и любой иной продукт труда, предназначенные для удовлетворения определенных потребностей, обладают свойствами, образующими качество.
Разработчик, достигая в процессе проектирования заданных требований, отражающих совокупность потребительских свойств изделия, одновременно придает ему конструктивные свойства, которые предопределяют уровень затрат ресурсов на его создание, отработку, изготовление, техническое обслуживание и утилизацию.
Технологичность конструкции изделия (ТКИ) – это совокупность его свойств, определяющих приспособленность конструкции к достижению оптимальных затрат ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условий выполнения работ.
Технологичность конструкции выражает не функциональные свойства изделия, а конструктивные особенности. Конструкцию изделия характеризуют в общем случае состав и взаимное расположение его составных частей, схема устройства в целом, форма и расположение поверхностей деталей и соединений, их состояние, размеры, материалы и информационная выразительность. Поэтому для изделий следует применять термин "технологичность конструкции изделия". Связь технологичности с другими свойствами изделия реализуется в сферах ее проявления в форме разрешения противоречий между активными элементами ТП – человеком и используемыми им орудиями труда, с одной стороны, и противодействующим элементом – предметом труда (изделием, его моделью или заготовкой), с другой.
Функциональные противодействия изделия условиям выполнения работ в различных сферах определяются объемом выпуска и типом производства, его регулярностью и стабильностью, эстетическими и эргономическими требованиями к конструкции, требованиями техники безопасности, производственной санитарии и охраны окружающей среды.
При анализе процессов разработки конструкции изделия учитывают их взаимосвязи со сферами проявления ее свойств, включая научные исследования и разработки новых процессов и технологических методов, ТП изготовления изделий и процессы их эксплуатации и ремонта (рис. 23.1).
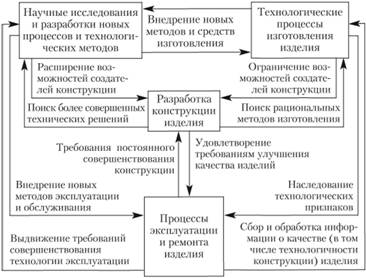
Рис. 23.1. Структура взаимосвязи процессов разработки конструкции изделия со сферами проявления ее свойств
Изделие может рассматриваться как технологически рациональное или нерациональное только в конкретных условиях подготовки производства, изготовления, технического обслуживания и утилизации после выработки заданного ресурса. Для обеспечения требуемого уровня ТКИ эти условия должны быть сформулированы к началу его разработки с достаточной степенью точности. Уровень технологической рациональности конструкции непрерывно меняется соответственно изменяющимся условиям и средствам производства и эксплуатации.
Одна из главных характеристик технологичности – это приспособленность конструкции изделия к сокращению затрат ресурсов и времени: на ТПП, процессы изготовления и сборки, монтажа у потребителя; обслуживание, текущий ремонт, хранение и транспортирование, диагностирование и утилизацию.
Такие виды ТКИ, как материало-, энерго- и трудоемкость изделия, представляют собой свойства, определяющие соответствующие затраты ресурсов. На рис. 23.2 представлена общая схема связей работ по обеспечению ТКИ.

Рис. 23.2. Схема связей работ по обеспечению технологичности конструкции
Современное производство, как было показано ранее, располагает большим числом различных ТП получения заготовок деталей, их обработки и сборки сборочных единиц и изделий.
Из всех имеющихся ТП в первую очередь отбирают обычно процессы, с помощью которых можно обеспечить требуемое качество изделия, сборочной единицы или детали.
Из равноценных, в смысле обеспечения качества, выбирают ТП, обеспечивающий наибольшую экономичность изготовления изделия.
Известно, что одни ТП отличаются относительно небольшой штучной производительностью при небольших первоначальных затратах на оборудование, инструмент и технологическую оснастку; другие, наоборот, отличаются высокой штучной производительностью и требуют больших первоначальных затрат; остальные занимают промежуточное положение. Естественно, что при небольшом числе изделий, подлежащих изготовлению, экономичнее использовать первые виды ТП, а при большом числе – вторые. Таким образом, для каждого масштаба выпуска и общего числа изделий, подлежащих изготовлению по неизменяемым чертежам, существуют определенные, рациональные методы производства. Для иллюстрации изложенного на рис. 23.3 показаны конструкции колпачков, отвечающих требованиям различных ТП их изготовления.
На рис. 23.3, а показана конструкция, наиболее технологичная в условиях единичного производства, на рис. 23.3, б – массового производства. В первом случае колпачок получают из прутка на станках токарной группы, во втором – его изготовляют из ленты (полосы) штамповкой с многократной вытяжкой. При данном методе сокращается расход металла и повышается производительность, а следовательно, снижается и себестоимость изделия.

Рис. 23.3. Конструкции колпачков, отвечающих требованиям различных технологических процессов
Другой пример: гладкий валик очень технологичен при механической обработке, но не технологичен при сборке, если па него насаживаются шестерни или другие детали, так как присоединяемую деталь трудно установить в заданное положение.