Оборудование термических цехов
Оборудование для нагрева. Печи для термической обработки подразделяются на печи периодического и непрерывного действия. В печах периодического действия заготовки нагреваются в неподвижном состоянии. Нагрев в печах
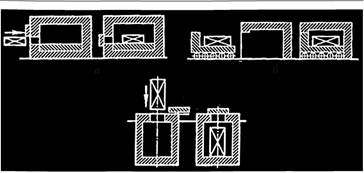
Рис. 15.1. Схемы печей периодического действия:
а – камерная; б – камерная с выдвижным подом; в – шахтная
непрерывного действия происходит при движении заготовки от загрузочного проема (окна) к разгрузочному.
Цикл обработки в печах периодического действия: загрузка заготовок – нагрев и выдержка – выгрузка заготовок. Недостаток таких печей – сложность и трудоемкость загрузки и выгрузки заготовок, эти операции, часто тяжелые и трудоемкие, производятся вручную или с помощью грузоподъемных средств. К достоинствам следует отнести универсальность, их использование позволяет осуществить быстрый переход от одного технологического процесса к другому, нагреваемые изделия (даже одновременно) могут быть разнообразными. Именно это определяет использование печей периодического действия в основном для индивидуального и мелкосерийного производства.
Наибольшее распространение в цехах машиностроительных заводов получили камерные, шахтные печи и печи- ванны.
Камерные печи широко применяются для различных видов термической обработки. Камера нагрева может иметь прямоугольное или круглое сечение. Загрузка и выгрузка заготовок осуществляется через боковой или торцевой проемы (рис. 15.1, а). Камерные печи работают на газообразном топливе или с электрическим нагревом, средой может быть обычная печная (окислительная) или защитная атмосфера.
Количество типоразмеров камерных печей очень велико. Так, длина рабочего пространства разных печей колеблется от 400 до 4600 мм, ширина – от 200 до 2300 мм, высота – от 140 до 1500 мм.
Для термической обработки крупногабаритных, тяжелых деталей используются камерные печи с выдвижным подом (рис. 15.1, б). Для загрузки и выгрузки заготовок под (тележка из огнеупорного материала, на которой размещаются заготовки) выдвигается из печи.
Шахтные печи представляют собой футерованную (футеровка – это послойно огнеупорный и теплоизоляционный кирпич) шахту цилиндрической формы (рис. 15.1, в). Загрузка и выгрузка садки производится через верхний проем. Печи используют для термической и химико-термической обработки длинномерных изделий, подвешиваемых вертикально с целью снижения деформаций, а также деталей, загружаемых в корзины и другие приспособления.
Печи-ванны отличаются тем, что рабочая среда в них жидкость – расплавленные металлы, соли, щелочи. Нагрев в жидких средах по сравнению с печным, как уже указывалось, обеспечивает более высокую скорость нагрева заготовок и более равномерное распределение температуры в рабочем пространстве.
Ванны изготавливают двух типов – с внешним и внутренним нагревом. В ваннах с внешним нагревом система электронагрева расположена снаружи огнеупорного тигля. В ваннах с внутренним нагревом нагревательные элементы – электроды – размещены непосредственно в рабочей среде (жидкости). К электродам подводится напряжение от трансформатора. Протекающий по электродам ток достигает 5000...10 000 А, поэтому вокруг них возникает сильное магнитное поле. Под действием этого поля происходит интенсивная циркуляция расплавленной соли, что обеспечивает равномерность нагрева деталей. Электродные ванны более экономичны, чем ванны с внешним обогревом, поскольку теплота в них выделяется непосредственно в теплоносителе, что значительно сокращает потери тепла в окружающую среду.
Заготовки в печах непрерывного действия перемещаются в пространстве печи либо непрерывно (например, в конвейерных печах), либо периодически (в толкательных). Печи непрерывного действия применяются в условиях крупносерийного и массового производства. Преимущества таких печей – механизированное перемещение заготовок
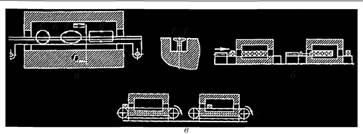
Рис. 15.2. Схема печей непрерывного действия:
а – с шагающим подом; б – толкательная; в – конвейерная
в печном пространстве, а также возможность встраивания печей в поточные автоматизированные линии (например, при закалке заготовки из печей попадают непосредственно в закалочный бак – закалочный агрегат). Недостатки – расположение транспортных механизмов непосредственно в пространстве печи, вследствие чего они имеют из-за воздействия высоких температур и агрессивных сред низкую стойкость, а также меньшая универсальность по номенклатуре обрабатываемых деталей. Рассмотрим некоторые печи непрерывного действия.
Печи с шагающим подом имеют одну или несколько шагающих балок, совершающих возвратно-поступательное движение по круговой, эллиптической или прямоугольной траектории (рис. 15.2, а). В нижнем положении балки находятся ниже неподвижного пода печи – в его продольных пазах. За один цикл происходит перемещение садки (детали в ней расположены относительно шагающих балок поперечно) на один шаг по направлению к разгрузочному окну. При движении вверх балки поднимают детали, переносят их на шаг и опускают на неподвижный под.
В толкательных печах заготовки помещены в технологическую тару, перемещаемую толкателем (механическим или гидравлическим) через рабочее пространство печи (рис. 15.2, б). Перемещение на шаг производится через определенный промежуток времени в соответствии с необходимой выдержкой деталей в печи. К преимуществам толкательных печей следует отнести простоту конструкции, отсутствие транспортных механизмов в печном пространстве, что обеспечивает надежность работы и долговечность печи, легкость осуществления герметизации рабочего пространства. Недостатки – наличие технологической тары (поддонов), что увеличивает затраты энергии на их нагрев, а также низкая стойкость поддонов.
Перемещение садки в конвейерных печах осуществляется за счет конвейера (рис. 15.2, в). Конвейерные печи широко применяют в промышленности. Выпускаются печи для закалки, отпуска, химико-термической обработки. Конвейерные печи хорошо встраиваются в автоматические линии. Их недостатки – сложность печных конвейеров; ограничение длины конвейерных лент из-за низких допустимых нагрузок (низкие значения предела текучести при высоких температурах) и вследствие этого ограничение длины рабочего пространства печи; потери тепла на нагрев конвейеров.
В рольганговых печах перемещение деталей осуществляется за счет приводных вращающихся роликов. Это печи непрерывного действия, они наиболее универсальны, в них можно обрабатывать заготовки различной длины и конфигурации. В отличие от конвейерных длина печи конструктивно не ограничена.
Агрегаты обеспечивают обработку заготовок в автоматическом режиме, область их применения – крупносерийное и массовое производство. В состав агрегата входят установки для выполнения операций, связанных общим технологическим циклом, – это термическое оборудование (для нагрева и охлаждения), а также технологическое оборудование для других операций (например, для правки, очистки и т.п.). Перемещение заготовок при их обработке на агрегатах осуществляется автоматически.
Оборудование для поверхностного нагрева. Наиболее широкое применение в промышленности получил индукционный нагрев токами высокой частоты (ТВЧ), перспективно использование лазерного нагрева.
Нагрев ТВЧ. Толщина прогреваемого слоя зависит от характеристик материала и частоты тока, она определяется по формуле

где у – толщина слоя [мм]; ρ – удельное электросопротивление материала [Омм]; μ – магнитная проницаемость [Гн/м]; f – частота тока [Гц].
Таким образом, глубина закаленного слоя для материала с определенной магнитной проницаемостью зависит от частоты тока, которая, в свою очередь, определяется характеристикой генератора.
Для глубокого прогрева используют генераторы с частотой 500...10 000 Гц, для поверхностного нагрева – 66, 100, 440 кГц.
Помимо генератора в состав установок (станков) для закалки ТВЧ входят индуктор, охлаждающее устройство и механическая часть для обеспечения необходимых перемещений детали и индуктора.
Индукторы представляют собой медные шины или трубки с одним или несколькими витками.
Охлаждение осуществляется спрейерным (душевым) устройством, при этом охлаждающая жидкость подается па закаливаемую заготовку под давлением либо окунанием нагретой детали в закалочный бак с охлаждающей жидкостью.
Лазерный нагрев может быть импульсным (с использованием оптических квантовых генераторов) или непрерывным – газовыми (С02) лазерами. При лазерной закатке нет необходимости принудительного охлаждения, оно осуществляется за счет весьма быстрого отвода тепла в глубьлежащие слои металла.
При импульсном нагреве на поверхности образуются закаленные "пятна", диаметр которых зависит от мощности лазера и его настройки (обычно 3...5 мм). Взаимное расположение этих пятен, определяемое эксплуатационными требованиями к детали, обеспечивается за счет перемещения детали относительно лазерного луча. При непрерывном излучении на поверхности образуются закаленные полосы. Диаметр сфокусированного луча (т.е. ширина упрочненной полосы) в практике составляет 2...6 мм. Глубина упрочненного слоя при импульсном нагреве – 0,1...0,15 мм, при непрерывном – 0,3...1 мм. Глубина закаленной зоны по диаметру пятна или ширине полосы неравномерна, так как в центре пучка температура выше, чем на его периферии.
Для местного нагрева (например, подогрева при сварке) используют пламенный нагрев. Его выполняют газовыми горелками, в которых происходит горение газо-воздушной смеси. Горелки могут иметь наконечники различной формы в зависимости от конфигурации обрабатываемой детали.
Пламенный нагрев может быть использован и для закалки. В ряде случаев пламенная закалка является единственно возможным способом получения поверхностной закалки (например, очень крупные детали), ее часто используют в ремонтном производстве.
Оборудование для охлаждения. Для охлаждения при закалке применяют закалочные баки – емкости определенного объема (немеханизированные – выгрузка закаленных деталей производится вручную и механизированные – выгрузка механически, подъемником), в которых заготовки охлаждаются в свободном состоянии; закалочные прессы, где охлаждение заготовок происходит под нагрузкой – в зажатом (заневоленном) состоянии.
Закалочные баки могут быть оснащены устройствами для подогрева, охлаждения и очистки закалочных жидкостей. Для достижения одинаковой температуры по всему объему бака в нем может быть установлена вращающаяея крыльчатка для перемешивания охлаждающей жидкости.
Для уменьшения закалочных деформаций применяется закалка в штампах, осуществляемая на закалочных прессах. Конфигурация штампа определяется формой закаливаемой детали. Детали в горячем состоянии зажимаются в штампе и затем погружаются в закалочную среду. Возможно также охлаждение детали, зажатой в штампе, путем принудительной подачи охлаждающей жидкости в пазы, имеющиеся в зажимных поверхностях штампа.
Обработка холодом выполняется в низкотемпературных камерах. Для получения отрицательных температур применяют твердую углекислоту или сжиженные газы (жидкий азот и др.). Твердая углекислота закладывается непосредственно в камеру или засыпается в сосуд со спиртом, ацетоном или бензином, при этом достигается температура -78 °С. Использование жидких воздуха или азота позволяет добиться снижения температуры до -180...-190 °С. При использовании таких сред детали помещают непосредственно в емкости с хладагентом. В промышленности применяются установки, в которых получение холода (отрицательных температур) основано на испарении жидкости, поскольку на этот процесс расходуется большое количество теплоты (принцип, используемый в бытовых холодильниках).
Помимо основного оборудования, к которому относятся нагревательные и охлаждающие устройства, термические цехи оснащены дополнительным и вспомогательным оборудованием.
Дополнительное оборудование обеспечивает получение поверхности заготовок необходимого качества, на нем выполняют травление, мойку, очистку, правку.
Вспомогательное оборудование – это установки для приготовления контролируемых атмосфер, устройства для подачи воздуха и газов, подъемно-транспортное оборудование.
Контроль и регулировка параметров процессов термической и химико-термической обработки (температуры, давления, расхода жидкости или газа, состава атмосферы) могут осуществляться либо автоматически, либо вручную. Автоматическое регулирование обеспечивает более надежное соблюдение технологических режимов, т.е. более высокое качество и стабильность результатов термической обработки. Такое регулирование возможно, когда устройства, непосредственно воспринимающие контролируемые параметры (первичные датчики), могут передать принятый от системы сигнал (электрический, механический). Так, например, для контроля температуры в системах автоматического регулирования используют термопары и пирометры (реагируют на цвет – свечение объекта), вырабатывающие электрический сигнал, величина которого зависит от температуры.