Нормативно-справочная система оперативного планирования производства
Частично материал по нормативно-справочной системе представлен в предыдущих параграфах ("Спецификации номенклатуры" и "Понятие технологических карт"). В целом, для оперативного планирования производства необходимо предварительно ввести в информационную систему справочную информацию:
• заполнить справочник "Технологические операции" и список (регистр сведений) "Режимы транспортировки";
• заполнить справочник "Спецификации номенклатуры", сделав спецификацию активной и связав спецификации с технологической картой производства; заполнить реквизиты "№ операций" в спецификации;
• заполнить справочник "Технологические карты";
• заполнить справочник "Рабочие центры" и при необходимости справочник "Группы заменяемости рабочих центров";
• установить графики работы рабочих центров.
Методика составления оперативного графика производства
Основой составления посменных планов являются алгоритмы MRP I и CRP. Алгоритм MRP I позволяет разузловать изделия и получить операции, которые следует выполнить, и сразу, используя алгоритм CRP, назначить эти операции в незанятые интервалы доступности рабочих центров.
Процесс разузлования (MRP I) и назначения операций (CRP) происходит от конечной продукции по направлению к материалам, против хода времени, от даты выпуска продукции к датам начала производственного процесса.
Таким образом, общая схема назначения технологических операций на рабочие центры Вперед.
1. Для изделия анализируется действующая в текущем периоде технологическая карта.
2. Планирование технологических операций начинается с последней операции над изделием. А далее последовательно планируются операции, выходы с которых являются входами уже распланированных операций.
3. Для участвующих в технологическом процессе рабочих центров определяются графики их работы. В соответствии с уже распланированными заданиями и графиками работы этих рабочих центров определяется текущая доступность каждого рабочего центра.
4. Выбор подходящей смены из графика производится по принципу "как можно позже", т.е. за конечную дату (смену) планирования принимается дата (смена), к которой назначен выпуск изделия. Для последующих операций конечный момент, от которого в обратную ходу времени сторону будет планироваться Вперед операция, принимается равным моменту начала предыдущей операции, скорректированному на длительность транспортировки (в обратную ходу времени сторону).
Общая схема назначения заданий на рабочие центры в процессе разузлования (MRP I) и с учетом ограниченности производственных мощностей (CRP) рабочих центров представлена на рис. 9.57.
Прежде чем система начнет составлять оперативный график производства, осуществляется предварительное распределение выпусков конечной продукции: определяется, в какой из дней доступного горизонта какое количество выпусков конечных изделий будет назначено. Этот шаг является определением стартовой точки для выпуска конечных изделий в интервале планирования, и в этом случае доступность рабочих центров никак не анализируется. После того как система определит количество конечных изделий и моменты времени, к которым будет осуществлен выпуск, система для каждого из вы-
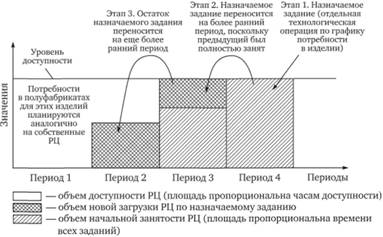
Рис. 9.57. Общая схема назначения заданий на рабочие центры
пусков составит графики производства с учетом возможностей рабочих центров.
При этом можно использовать три варианта предварительного распределения выпусков:
• "Равномерно" – весь объем выпуска конечных изделий распределяется равномерно по всем дням указанного пользователем интервала (что не распространяется на полуфабрикаты, поскольку их распределение появится после процедуры разузлования);
• "Точно к сроку" – все выпуски назначаются на последний доступный день периода;
• "Как можно быстрее" – все выпуски назначаются на первый доступный день периода.
Рассмотрим каждый из представленных вариантов.
"Равномерно": пользователем указывается диапазон, в котором необходимо равномерно распланировать выпуски конечной продукции, этот диапазон определяется в документе "План производства по сменам" посредством реквизитов во всех табличных частях "Дата запуска" и "Дата выпуска". То есть определяются дата запуска, когда должен произойти первый выпуск конечной продукции, и дата выпуска, когда должен быть завершен выпуск конечной продукции, а информационная система пытается весь выпуск конечной продукции распределить равномерно относительно этих двух дат.
Эта схема распределения выпусков распространяется только на конечную продукцию, а выпуск полуфабрикатов, из которых состоит конечная продукция, планируется в процессе разузлования. Даты изготовления полуфабрикатов для конечной продукции никак не привязаны к интервалу между датами запуска и выпуска и могут свободно выходить за его границы, так же как и время выполнения операций по изготовлению конечной продукции может выходить за указанный период распределения. Однако существует еще и понятие "начальная граница перепланирования" – ранее этой даты система не будет формировать никакие задания для производства (более подробно об этом параметре будет рассказано позже).
При таком способе распределения (равномерное) загрузка оборудования не обязательно будет равномерной, планируется только равномерный выпуск конечной продукции.
Если в какой-то день весь объем выпуска распланировать не удалось, то нераспланированный объем переносится на предшествующих день и т.д., пока либо не будет исчерпан весь доступный объем мощностей (а это значит, что распланировать требуемый объем выпуска невозможно), либо не будет распланирован весь необходимый объем выпуска (и тогда план будет составлен полностью).
"Точно к сроку": выпуски назначаются, начиная с самой поздней подходящей смены, перед самой потребностью в конечном изделии, т.е. производство начинается, как только становится невозможно более его откладывать. Выпуски назначаются на самую последнюю смену до того момента, пока не будет исчерпана доступность оборудования, а после ее исчерпания нераспланированный объем выпуска конечной продукции переносится на предыдущие смены, дни и т.д., пока весь объем не будет распланирован или не будет исчерпан доступный объем мощностей.
Данный способ позволяет сократить время выполнения производства и заказа за счет уплотнения работ, отдаляет потребление трудовых и материальных ресурсов, отсрочивает загрузку рабочих центров.
"Как можно быстрее": выпуски назначаются, начиная с самой ранней подходящей смены. Задания назначаются, пока не будет исчерпана загрузка, и тогда часть нераспланированных заданий переносится на следующие смены, позже текущей. Таким образом, по мере планирования загружаются смены от первой.