Нанесение и чтение размеров на чертежах деталей
Чтобы рационально наносить и правильно читать размеры, нужно изучить некоторые условности, установленные ГОСТ 2.307–2011, учитывать технологию изготовления деталей и их конструктивные особенности.
Размеры на рабочих чертежах проставляются так, чтобы ими удобно было пользоваться в процессе изготовления деталей и при их контроле после изготовления.
В дополнение к изложенному в п. 1.7 "Основные сведения о нанесении размеров" здесь приводятся некоторые правила нанесения размеров на чертежах.
Когда деталь имеет несколько групп отверстий, близких по своим размерам, изображения каждой группы отверстий необходимо пометить специальными знаками. В качестве таких знаков применяют зачерненные секторы окружностей, используя разное их число и расположение для каждой из групп отверстий (рис. 6.27).
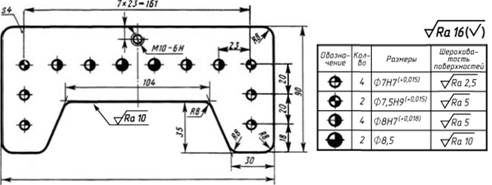
Рис. 6.27. Размеры, координирующие положение отверстий и наклонных поверхностей
Допускается размеры и количество отверстий каждой группы указывать не на изображении детали, а в табличке.
Для деталей, имеющих симметрично расположенные, одинаковые по конфигурации и величине элементы, их размеры на чертеже наносят один раз без указания их количества, группируя, как правило, в одном месте все размеры. Исключение составляют одинаковые отверстия, количество которых всегда указывают, а их размер наносят только один раз (рис. 6.28).
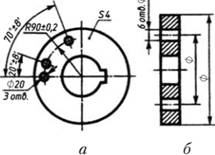
Рис. 6.28. Размеры, координирующие неравномерно расположенные элементы
Деталь, изображенная на рис. 6.27, имеет ряд отверстий с одинаковым расстоянием между ними. В таких случаях вместо размерной цепочки, повторяющей один и гот же размер несколько раз, его наносят один раз (см. размер 23). Затем проводят выносные линии между центрами крайних отверстий цепочки и наносят размер в виде произведения, где первый сомножитель – количество промежутков между центрами соседних отверстий, а второй – размер этого промежутка (см. размер 7×23= 161 на рис. 6.27). Такой способ нанесения размеров рекомендуется для чертежей деталей с одинаковым расстоянием между одинаковыми элементами: отверстиями, вырезами, выступами и т.п.
Положение центров отверстий или других одинаковых элементов, неравномерно расположенных по окружности, определяют угловыми размерами (рис. 6.28, а). При равномерном распределении одинаковых элементов по окружности угловые размеры не наносят, а ограничиваются указанием количества этих элементов (рис. 6.28, б).
Размеры, относящиеся к одному конструктивному элементу детали (отверстию, выступу, канавке и т.д.), следует наносить в одном месте, группируя их на том изображении, на котором этот элемент изображается наиболее ясно (рис. 6.29).
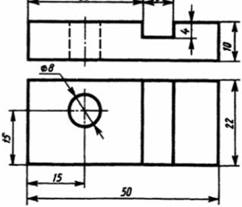
Рис. 6.29. Группировка размеров
Положение наклонной поверхности может быть задано на чертеже размером угла и двумя (рис. 6.30, а) или тремя линейными размерами (рис. 6.30, б). Если наклонная поверхность не пересекается с другой, как в первых двух случаях, а сопрягается с криволинейной поверхностью (см. рис. 6.17), прямолинейные участки контура продлевают тонкой линией до их пересечения и от точек пересечения проводят выносные линии для нанесения размеров.
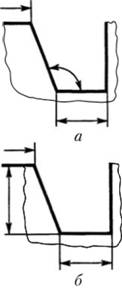
Рис. 6.30. Размеры, определяющие положение наклонных поверхностей:
а – первый случай; б – второй случай
ГОСТ 2.307–68 установил также правила изображения и нанесения размеров отверстий на видах при отсутствии разрезов (сечений) (рис. 6.31). Эти правила позволяют уменьшить число разрезов, выявляющих форму этих отверстий. Делается это за счет того, что на видах, где отверстия показывают окружностями, после указания диаметра отверстия наносят: размер глубины отверстия (рис. 6.31, б), размер высоты фаски и угол (рис. 6.31, в), размер диаметра фаски и угол (рис. 6.31, г), размер диаметра и глубины цековки (рис. 6.31Э). Если после указания диаметра отверстия нет дополнительных указаний, то отверстие считается сквозным (рис. 6.31, а).
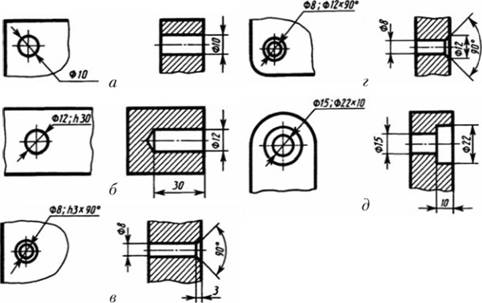
Рис. 6.31. Нанесение размеров отверстий в разрезах и на видах (при отсутствии разрезов)
При простановке размеров принимают во внимание способы измерения деталей и особенности технологического процесса их изготовления.
Например, глубину открытого шпоночного паза на наружной цилиндрической поверхности удобно измерять с торца, поэтому на чертеже следует нанести размер, данный на рис. 6.32, а.
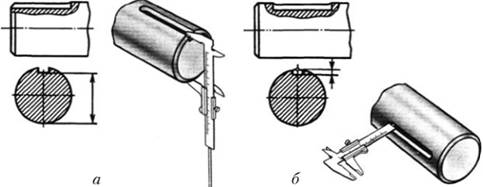
Рис. 6.32. Нанесение размера глубины шпоночного паза:
а – открытого; б – закрытого
Такой же размер закрытого паза легче проверить, если нанесен размер, указанный на рис. 6.32, б. Глубину шпоночного паза на внутренней цилиндрической поверхности удобно контролировать по размеру, проставленному на рис. 6.33.
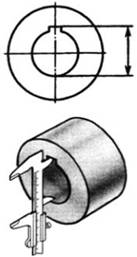
Рис. 6.33. Нанесение размера глубины шпоночного паза, выполненного в отверстии
Размеры нужно проставлять так, чтобы при изготовлении детали не приходилось выяснять что-либо путем подсчетов. Поэтому размер, проставленный на сечении по ширине лыски (рис. 6.34), следует считать неудачным. Размер, определяющий лыску, правильно показан в правой части рис. 6.34.
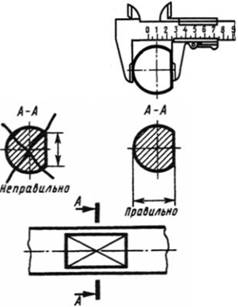
Рис. 6.34. Нанесение размера, определяющего величину лыски
На рис. 6.35 показаны примеры простановки размеров цепным, координатным и комбинированным способами. При цепном способе размеры располагаются на цепочке размерных линий, как показано на рис. 6.35, а. При простановке общего (габаритного) размера цепь считается замкнутой. Замкнутая размерная цепь допускается в том случае, если один из ее размеров является справочным, например габаритный (рис. 6.35, а) или входящий в цепь (рис. 6.35, б).
Справочными называются размеры, не подлежащие выполнению по данному чертежу и указываемые для большего удобства пользования чертежом. Справочные размеры на чертеже отмечаются знаком в виде звездочки, который наносится справа от размерного числа. В технических требованиях повторяют этот знак и записывают: Размер для справок (рис. 6.35, а, б).
К справочному размеру, входящему в замкнутую цепь, предельных отклонений не проставляют. Наибольшее распространение имеют незамкнутые цепи. В таких случаях один размер, при выполнении которого допустима самая меньшая точность, исключают из размерной цепи или не проставляют габаритный размер.
Постановку размеров по координатному способу производят от заранее выбранной базы. Например, на рис. 6.35, в этой базой служит правый торец валика.
Наиболее часто применяют комбинированный способ простановки размеров, который представляет собой сочетание цепного и координатного способов (рис. 6.35, г).
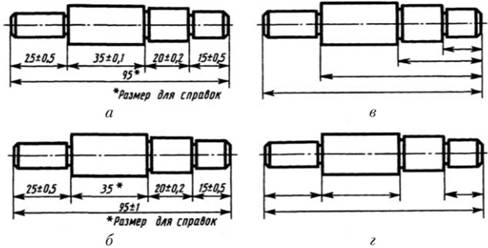
Рис. 6.35. Способы нанесения размеров длины на чертеже вала:
а, б – цепной; в – координатный; г – комбинированный
На рабочих чертежах механически обработанных деталей, у которых острые кромки или ребра должны быть скруглены, указывают величину радиуса скругления (обычно в технических требованиях), например: Радиусы скруглений 4 мм или Неуказанные радиусы 8 мм.
Размеры, определяющие положение шпоночных пазов, также проставляют с учетом технологического процесса. На изображении паза для сегментной шпонки (рис. 6.36, а) взят размер до центра дисковой фрезы, которой шпоночный паз будут фрезеровать, а положение паза для призматической шпонки устанавливают размером до его края (рис. 6.36, б), так как этот паз прорезают пальцевой фрезой.
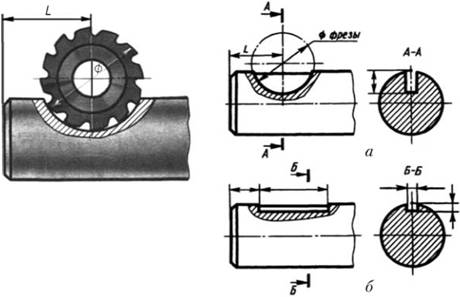
Рис. 6.36. Нанесение размеров, определяющих положение шпоночных пазов:
а – для сегментной шпонки; 6 – для призматической
Некоторые элементы деталей зависят от формы режущего инструмента. Например, дно глухого цилиндрического отверстия получается коническим, потому что коническую форму имеет режущий конец сверла. Размер глубины таких отверстий, за редким исключением, проставляют по цилиндрической части (рис. 6.37).
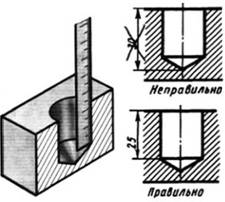
Рис. 6.37. Нанесение размера глубины отверстия, полученного сверлением
На чертежах деталей, имеющих полости, внутренние размеры, относящиеся к длине (или высоте) детали, наносят отдельно от наружных. Например, на чертеже корпуса группа размеров, определяющая наружные поверхности, размещена выше изображения, а внутренние поверхности детали определяет другая группа размеров, находящаяся ниже изображения (рис. 6.38).
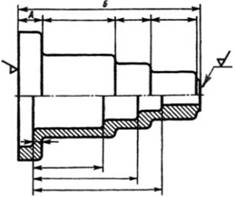
Рис. 6.38. Нанесение наружных и внутренних размеров детали
Когда только часть поверхностей детали подлежит механической обработке, а остальные должны быть "черными", т.е. такими, какими они получились при литье, ковке, штамповке и т.д., размеры проставляют по особому правилу, также установленному ГОСТ 2.307-2011. Группа размеров, относящихся к обработанным поверхностям (т.е. образованных со снятием слоя материала), должна быть связана с группой размеров "черных" поверхностей (т.е. образованных без снятия слоя материала) не более чем одним размером по каждому координатному направлению.
У корпуса только две поверхности должны быть обработаны механически. Размер, связывающий группы наружных и внутренних размеров, отмечен на чертеже корпуса буквой A.
Если бы размеры полости корпуса были проставлены от плоскости левого торца детали, при его обработке нужно было бы выдерживать предельные отклонения сразу нескольких размеров, что практически невозможно.