Качество продукции и его совершенствование в схеме "затраты – выполняемые функции"
Качество, рассматриваемое как характеристика функций продукции, полученных в результате преобразования ресурсов в производственной системе, неразрывно связано с представлением о затратах.
Слагаемыми затрат являются:
– затраты па разработку функций продукции – это затраты на исследования, моделирование, макетирование, конструирование, разработку конструкторской, технологической и т.п. документации, проведение испытаний, сертификацию и др.;
– затраты па производство функций продукции – это затраты груда, материалов, затраты на инвестирование и т.д.;
– эксплуатационные затраты (затраты при использовании функций продукции, возникающие в последующей рабочей операции) – это цена продукта (у конечного покупателя); затраты на монтаж (при следующей рабочей операции); затраты на техобслуживание; затраты на ремонт; амортизационные расходы; на потребление электроэнергии и т.д.
Затраты на процессы в производственных и непроизводственных сферах передаются в качестве цен потребителю (покупателю).
Говоря, например, о полупроводниковых материалах как продукции, необходимо учитывать, что до попадания к потребителю конечной продукции (например, полупроводниковых приборов или интегральных схем) ППМ проходят еще несколько этапов обработки (рабочих операций). Таким образом, ППМ являются полуфабрикатами и связаны с эксплуатационными издержками. При оптимальном полуфабрикате эти издержки минимальны. В противоположность этому минимуму все другие представляют собой убытки, т.е. убытки возникают в последующем процессе. Технически все убытки связаны с отклонениями характеристик функций продукции от целевого значения.
Понятие оптимального полуфабриката можно разъяснить па примере процессов технологии изготовления твердотельных фоточувствительных приборов (ТФЧП) из полупроводниковых материалов, используемых в чувствительных элементах (ЧЭ).
Перечень основных процессов технологии изготовления твердотельных ТФЧП приведен ниже.
1. Получение материала для ЧЭ.
1.1. Получение объемного материала – слитков (булей).
1.2. Изготовление пластины-подложки.
1.3. Изготовление гомо- (гетеро) структур, в том числе эпитаксиальных (возможный вариант).
2. Изготовление кристалла (чипа) ЧЭ.
2.1. Формирование физической структуры ЧЭ на подложке (пластины или структуры) и разделение ее на кристаллы (чипы).
2.2. Уменьшение толщины кристалла ЧЭ до требуемого в матричных фотоприемных устройствах (ФПУ) уровня.
3. Изготовление 51-кристалла (чипа) электроники считывания сигнала (Read-Out Integrated Circuit (ROIC)).
3.1. Формирование физической структуры на подложке.
3.2. Разделение физической структуры на кристаллы (чипы).
4. Сборка обоих кристаллов (чипов) в единую конструкцию.
5. Изготовление корпуса изделия.
6. Сборка изделия в корпусе и его герметизация.
7. Контроль параметров готовых изделий и испытания.
Схема организации производства ТФЧП может быть различной. Так, при схеме несовмещенного производства изготовление материала подложки и материала ЧЭ (этап 1) осуществляется на одном предприятии, а остальные процессы (этапы 2-7) – на другом. По такой схеме исходный материал для изготовителя ТФЧП является объектом внешней поставки (покупным материалом-ресурсом).
Если ТФЧП представляет собой фотоприемное устройство, то в его состав должны входить как минимум два функциональных элемента – линейка или матрица ЧЭ и электроника, обеспечивающая предварительную обработку поступающих с ЧЭ электрических сигналов и находящаяся (для случая охлаждаемых ФПУ) в холодной зоне.
Так как материалы для получения ЧЭ и электроники (за исключением отдельных случаев) являются разными, то и реализуются эти функциональные элементы на отдельных кристаллах.
Получение ППМ с очень высокой степенью равномерности чувствительности по всей площади поверхности для линейки или матрицы ЧЭ из-за сложности технологий приводит к очень высокой стоимости этапа 1 (получение материала для ЧЭ).
Получение ППМ с низкой степенью равномерности чувствительности по всей площади поверхности для линейки или матрицы ЧЭ приводит к низкому спросу на ФПУ у производителей инфракрасных (ПК) систем наблюдения (систем обнаружения, распознавания, сопровождения, пилотирования и т.д.), так как в конечном счете это выражается в низком качестве изображений, получаемых с помощью инфракрасных систем. В таких системах даже сцены с равномерной яркостью из-за высокой неравномерности чувствительности многоэлементных приемников представляются неоднородными. В этом случае такие системы плохо решают основную задачу – наблюдение малогабаритных объектов.
Между двумя рассмотренными случаями находится оптимум, при котором сравнительно небольшая неравномерность чувствительности по площади поверхности ППМ для линейки или матрицы ЧЭ компенсируется с помощью электроники (например, подбором предварительных усилителей для каждого ЧЭ, выравнивающих чувствительность многоэлементных приемников).
Таким образом, минимальные издержки при существующей технологии возникают при определенной степени функциональности.
Покупатель воспринимает продукцию, не обладающую оптимальной функциональностью, но предлагаемую за ту же цену, как "не стоящую таких денег", так как в данном случае он может понести убытки, которые возрастают при отклонении от оптимального значения функциональности (рис. 1.6)[1]. Таким образом, функция убытков отражает техническую характеристику в денежном выражении – это потери, которые кто-либо несет в цепи последующей обработки или эксплуатации.
Постоянное улучшение качества продукции и услуг означает предоставление улучшенной функциональности при более низких издержках.
Применение благоприятной с точки зрения издержек технологии (например, минимальный брак) опускает (снижает) кривую издержек изготовителя, а улучшенное исполнение функций продукции (например, более длительный срок службы) опускает (снижает) кривую издержек потре

Рис. 1.6. Реакция покупателя на отклонение функций от оптимума
бителя. В результате точка минимальных издержек смещается вниз при совершенствовании обеспечения функций (рис. 1.7)[1].
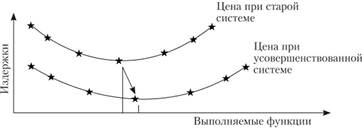
Рис. 1.7. Постоянное улучшение функций продукции
Аналогичная модель справедлива и относительно административной стороны предприятия.
Ступени улучшения на примере рабочего процесса на станке приведены на рис. 1.8[3].
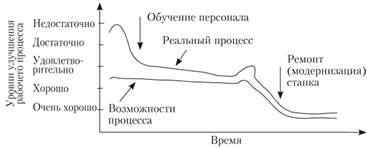
Рис. 1.8. Постоянное улучшение на примере рабочего процесса на станке
Первым шагом улучшения (совершенствования) рабочего процесса является обучение обслуживающего персонала использованию технических возможностей станка. Следующим шагом является ремонт станка.