Лекция 6. ЗАГОТОВИТЕЛЬНОЕ ПРОИЗВОДСТВО В МАШИНОСТРОЕНИИ
Все виды и марки материалов, входящих в состав готового машиностроительного изделия, прежде чем превратиться в него, претерпевают в ходе производственного процесса ряд последовательных структурных и параметрических превращений. В общем случае схема превращения исходных материалов в готовое изделие показана на рис. 6.1.

Рис. 6.1. Схема превращения конструкционных материалов в изделия машиностроения
Процессы получения заготовок тесно связаны с последующей размерной обработкой. Трудоемкость последней в большой степени зависит от точности выполнения заготовок и приближения их конфигурации к конфигурации готовых деталей. Поэтому технология машиностроения развивается в направлении комплексного процесса изготовления деталей, включающего получение заготовки и последующую размерную обработку. Максимальное приближение геометрических форм и размеров заготовки к размерам и форме готовой детали – главная задача заготовительного производства.
Определение понятия детали и сборочной единицы было дано в гл. 2. Дополним их понятиями полуфабриката и заготовки.
Полуфабрикат – конструкционный материал, прошедший одну или несколько стадий обработки (лист, труба, пруток, профиль и т.п.), предназначенный для изготовления заготовок и деталей. Полуфабрикат является промежуточным звеном в цепочке от материалов, до готовой продукции.
Заготовка – предмет производства, из которого изменением формы, размеров, свойств поверхности или материала изготовляют элементы конструкции изделия. К заготовкам деталей относят: отливку, штамповку, прокатку, ковку и др.
К заготовительным процессам преобразования полуфабрикатов в заготовки относят: разрезку, рубку, правку и т.п.
Правка – операция, связанная с устранением или уменьшением местных и общих деформаций заготовки. Правка проката предшествует его резке на мерные заготовки, которые в некоторых случаях также подвергают правке. Правкой уменьшают припуск па последующую механическую обработку заготовки. Ее выполняют па правильных валках, прессах, правильно-растяжных машинах, правильно-калибровочных станках и т.д. (рис. 6.2).

Рис. 6.2. Правильно-отрезные станки:
а – для прутка, труб; б – для листа
Показанный на рис. 6.2, а станок предназначен для правки любого прутка: холоднотянутого, горячекатаного, гладкого или рифленого, а также резки его в размер. На рис. 6.2, б показан станок для правки крупногабаритного листового материала.
Резку заготовок из проката обычно проводят по упору па ленточнопильных станках, отрезных ножовочных станках, дисковых пилах и др.
В настоящее время средняя трудоемкость заготовительных работ в машиностроении составляет 40–45% общей трудоемкости производства изделий машиностроения. Главная тенденция в развитии заготовительного производства состоит в снижении трудоемкости механической обработки при изготовлении деталей машин за счет повышения точности их формы и размеров.
Выбор рационального вида заготовок (материала, способа изготовления, конструктивной формы) – один из важнейших факторов борьбы за экономное расходование машиностроительных материалов и снижение себестоимости деталей. Он определяется функциональными требованиями к детали, характером производства, экономической целесообразностью. Существует универсальная технологическая классификация методов изготовления заготовок и деталей, позволяющая в первом приближении начать выбор.
Исходя из конструктивных форм, габаритных размеров, марки материала и необходимого количества выпускаемых деталей в единицу времени определяют метод получения заготовки. При этом основываются только на технологических свойствах данного материала, таких как возможность литья, штампуемость, прессуемость, свариваемость, обрабатываемость резанием. Выбор метода получения заготовки схематично представлен на рис. 6.3.

Рис. 6.3. Схема выбора метода получения заготовки
В процессе изготовления заготовок и деталей применяют различные виды энергии: механическую, тепловую, акустическую, электрическую, магнитную, световую, химическую, радиационную и др. и их сочетания: электромагнитную, электротермическую, электрохимическую; термомеханическую и др.
Используемые энергетические поля разделяют на стационарные и нестационарные, волновые, импульсные и т.п.
Припуск на механическую обработку – это слой материала, удаляемый с поверхности заготовки с целью получения требуемых по чертежу формы и размеров детали. Припуски назначают только на те поверхности, требуемые форма и точность размеров которых не могут быть достигнуты принятым способом получения заготовки.
Припуски делят на общие и операционные. Общий припуск на обработку – это слой материала, необходимый для выполнения всех технологических операций, совершаемых над данной поверхностью. Oneрационный припуск – это слой материала, удаляемый при выполнении одной технологической операции.
Припуск измеряют по нормали к рассматриваемой поверхности. Общий припуск равен сумме операционных. В качестве примера на рис. 6.4 показан общий припуск на обработку заготовок (проката, поковки, отливки).
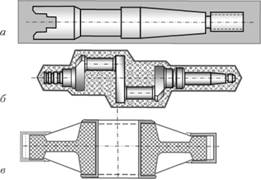
Рис. 6.4. Припуск на обработку заготовок:
а – из проката; б – поковки; в – отливки
Помимо припуска заготовки часто формируются с напуском.
Напуск – это избыток материала на поверхности заготовки сверх припуска, обусловленный технологическими требованиями упростить конфигурацию заготовки для облегчения условий ее получения. В большинстве случаев он удаляется последующей механической обработкой, реже остается в детали, например, в виде штамповочных уклонов, увеличенных радиусов закруглений и др.
Все заготовки, независимо от методов их получения, должны иметь минимальный припуск, а следовательно, их геометрические размеры должны приближаться к геометрическим размерам готовых деталей, но при этом обеспечивать заданное по рабочей документации качество (по размерам и шероховатости поверхности). Обеспечение минимального припуска повышает коэффициент использования материала и уменьшает трудоемкость дальнейшей обработки.
Заготовки в процессе их формирования должны соответствовать также следующим требованиям:
• химический состав, структура и зернистость материала должны быть одинаковыми по всему объему заготовки для обеспечения стабильности механических и физических свойств материала заготовки;
• все поверхности не должны иметь раковин, трещин, спаев и механических повреждений, которые могут привести к выпуску некачественных деталей;
• поверхности, используемые как базовые на первой операции их обработки, должны быть чистыми, без заусенцев, остатков литников, прибылей, окалины и других дефектов, иначе это приведет к значительным погрешностям установки при дальнейшей обработке или сборке;
• все внутренние напряжения должны быть сняты за счет применения термообработки (обжига).
Комбинированные методы целесообразно применять для изготовления сложных и крупных заготовок. Обычно их расчленяют на отдельные элементы, изготовляемые прогрессивными способами с последующим их соединением сваркой или пайкой. Примеры заготовок: листоштампованные элементы, соединенные точечной или шовной сваркой или пайкой в одну сложную заготовку; полученные газовой резкой элементы из листового проката (или отливки), соединенные шовной сваркой в крупногабаритные заготовки (фундаментальные кольца гидротурбин, рамы стационарных двигателей внутреннего сгорания); штампованные или обработанные резанием заготовки, залитые в одну сложную заготовку (диафрагмы паровых турбин с залитыми лопатками); средние по размеру отливки, соединенные термитной сваркой в одну крупную и сложную заготовку.