Вытяжка
Вытяжка – формоизменение листовой заготовки в чаше- или коробообразную оболочку или заготовки в виде такой оболочки в более глубокую оболочку, происходящее за счет втягивания пуансоном в матрицу части материала, находящегося на зеркале за контуром проема (полости) матрицы, и растяжения части, находящейся внутри контура. Существуют разновидности вытяжки – осесимметричная, неосесимметричная и сложная. Неосесимметричная вытяжка – вытяжка неосесимметричной оболочки, например коробообразной, имеющей две или одну плоскости симметрии. Сложная вытяжка – вытяжка оболочки сложной формы, обычно не имеющей ни одной плоскости симметрии. Осесимметричная вытяжка – вытяжка оболочки из осесимметричной заготовки осесимметричными пуансоном и матрицей (рис. 9.39, 9.40).

Рис. 9.39. Схема вытяжки (а) и вид полученной заготовки (б)

Рис. 9.40. Внешний вид заготовок после вытяжки (а) и отсечки технологического отхода (б)
При вытяжке плоская заготовка 5 втягивается пуансоном 1 в отверстие матрицы 3. Во фланце заготовки при этом возникают значительные сжимающие напряжения, которые могут вызвать образование складок.
Для предотвращения этого применяют прижимы 4. Их рекомендуется использовать для вытяжки из плоской заготовки при Dз – d1 = 225, где Dз – диаметр плоской заготовки; d1 – диаметр детали или полуфабриката; δ – толщина листа. Процесс характеризуется коэффициентом вытяжки т =d1/Dз. Для предотвращения отрыва дна он не должен превышать определенного значения. Глубокие детали, которые по условиям прочности нельзя вытянуть в один переход, вытягивают в несколько переходов. Значение коэффициента т выбирают по справочным таблицам в зависимости от вида и состояния заготовки. Для мягкой стали при первой вытяжке значение т принимают 0,5–0,53; для второй – 0,75–0,76 и т.д.
Усилие вытяжки цилиндрического полуфабриката в штампе с прижимом определяют приближенно по формуле

где Р1 – собственное усилие вытяжки,  ; Р2 – усилие прижима,
; Р2 – усилие прижима,  ; п – коэффициент, значение которого выбирают по справочным таблицам в зависимости от коэффициента т; σв – предел прочности материала; F1 – площадь сечения цилиндрической части полуфабриката, через которую передается усилие вытяжки; q – удельное усилие вытяжки; F2 – площадь контакта прижима и заготовки в начальный момент вытяжки.
; п – коэффициент, значение которого выбирают по справочным таблицам в зависимости от коэффициента т; σв – предел прочности материала; F1 – площадь сечения цилиндрической части полуфабриката, через которую передается усилие вытяжки; q – удельное усилие вытяжки; F2 – площадь контакта прижима и заготовки в начальный момент вытяжки.
Значение q выбирают по справочникам. Например, для мягкой стали оно составляет 2–3; алюминия 0,8–1,2; меди 1–1,5; латуни 1,5–2.
В зависимости от вида вытягиваемого полуфабриката пуансоны и матрицы могут быть цилиндрическими, коническими, сферическими, прямоугольными, фасонными и др. Их делают с закруглением рабочих кромок, величина которых влияет на усилие вытяжки, степень деформации, возможность образования складок на фланце. Размеры пуансона и матрицы выбирают так, чтобы зазор между ними составлял 1,35–1,5 толщины деформируемого металла. Пример пуансона для получения цилиндрических деталей показан на рис. 9.41.

Рис. 9.41. Детали штампа для вытяжки:
1 – корпус штампа; 2 – корпус пуансона; 3 – пуансон
Отбортовка
Это формоизменение, при котором часть листовой заготовки, расположенная вдоль ее замкнутого или незамкнутого контура, под действием пуансона смещается в матрицу, одновременно растягивается, поворачивается и превращается в борт. Образование борта из области, расположенной вдоль выпуклого замкнутого или незамкнутого контура листовой заготовки, представляет собой неглубокую вытяжку, а вдоль прямолинейного контура – гибку.
Существует два вида отбортовки – внутренняя отбортовка отверстий (рис. 9.42, а) и внешняя отбортовка наружного контура (рис. 9.42, б), которые различаются между собой характером деформации и схемой напряжений.

Рис. 9.42. Примеры применения операции отбортовки:
а – отверстий; б – наружного контура
Процесс отбортовки отверстий заключается в образовании в плоском или полом изделии с предварительно пробитым отверстием (иногда и без него) отверстия большего диаметра с цилиндрическими бортами (рис. 9.43).
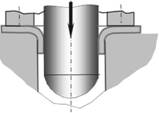
Рис. 9.43. Процесс образования внутренней отбортовки
За несколько операций в плоской заготовке можно получать отверстия с отбортовкой сложной формы (рис. 9.44).

Рис. 9.44. Отбортовка отверстия сложной формы
Отбортовка отверстий позволяет не только получать конструктивно удачные формы различных изделий, но и экономить штампуемый металл. В настоящее время отбортовкой получают детали с диаметром отверстия 3–1000 мм при толщине материала 0,3–30,0 мм (рис. 9.45).

Рис. 9.45. Пример получения детали с внутренней и внешней отбортовкой
Степень деформации определяется отношением диаметра отверстия в заготовке к диаметру борта по средней линии D (рис. 9.46).

Рис. 9.46. Схема к расчету диаметра отверстия при отбортовке