Роль приемлемого уровня качества
Приемлемый уровень качества (AQL)[1] — опорный показатель в таблицах приемочного статистического контроля. При выборочном контроле на основе AQL контролируемые партии, взятые из процесса с качеством, равным или лучшим, чем AQL, будут, в большинстве случаев, приняты.
В непрерывной серии партий для выборочного контроля AQL является уровнем качества, соответствующим пределу среднего уровня удовлетворительного процесса. AQL является выбранной границей между приемлемым и неприемлемым значениями среднего процесса. Он является требованием того, каким должно быть производство, и удобной величиной для определения допустимого процесса.
Заданный AQL не означает, что в партии допускается процент несоответствующих единиц не более установленного. В любом случае предпочтительнее не иметь несоответствующих единиц, чем иметь какой бы то ни было процент, и чем больше он может быть уменьшен по сравнению с AQL, тем лучше. Снижение процента несоответствующих единиц увеличивает вероятность приемки каждой партии.
При процессе, разработанном и управляемом надлежащим образом, можно производить продукцию с меньшим, по сравнению с AQL, процентом несоответствующих единиц. При получении среднего процесса снижаются совокупные затраты на производство и контроль продукции лучшего качества.
AQL должен быть оговорен в контракте или назначен уполномоченной стороной (контролирующей организацией). Различные значения AQL могут быть назначены для разных классов несоответствий исходя из их значимости.
По степени значимости выделяют следующие классы несоответствии:
• А — несоответствия, представляющие наибольшую значимость для продукции или услуг. При выборочном приемочном контроле этот тип несоответствий имеет небольшие значения AQL;
• В — несоответствия, представляющие меньшую значимость; для них устанавливают значения приемлемого уровня качества AQL больше, чем для несоответствий первого вида, и меньше, чем для третьего вида, если такой имеется, например С, и т.д.
Небольшие значения, устанавливаемые для несоответствий класса А, формируют более жесткий контроль, чем в случае класса В.
Виды выборочного статистического контроля
Выборочный контроль, применяемый в отношении потребительских товаров, можно классифицировать по двум признакам:
1) по виду плана контроля;
2) жесткости контроля.
По виду плана различают одноступенчатый контроль и двухступенчатый контроль.
Одноступенчатый контроль — выборочный контроль, при котором решение о приемке или отклонении партии в соответствии с определенными правилами принимают на основе результатов контроля, получаемых из одной выборки (табл. 4.5).
Таблица 45
Статистический выборочный контроль по альтернативному признаку швейных изделий
|
Объем партии, шт. |
Объем выборки, ШТ. |
Нормальный контроль |
Объем выборки, ШТ. |
Усиленный контроль |
||
|
приемочное число |
браковочное число |
приемочное число |
браковочное число |
|||
|
2-8 |
5 |
0 |
1 |
Сплошной контроль |
||
|
9-15 |
5 |
0 |
1 |
8 |
0 |
1 |
|
16-25 |
5 |
0 |
1 |
8 |
0 |
1 |
|
26-50 |
5 |
0 |
1 |
8 |
0 |
1 |
|
51-90 |
20 |
1 |
2 |
32 |
1 |
2 |
|
91-150 |
20 |
1 |
2 |
32 |
1 |
2 |
|
151-280 |
32 |
2 |
3 |
32 |
1 |
2 |
|
281-500 |
50 |
3 |
4 |
50 |
2 |
3 |
|
501-1200 |
80 |
5 |
6 |
80 |
3 |
4 |
|
1201-3200 |
125 |
7 |
8 |
125 |
5 |
6 |
|
3201-10 000 |
200 |
10 |
11 |
200 |
8 |
9 |
|
10 001-35 000 |
315 |
14 |
15 |
315 |
12 |
13 |
Двухступенчатый контроль — выборочный контроль, при котором после контроля первой выборки принимают решение о приемке, отклонении партии или отборе второй выборки для окончательного решения о приемке или отклонении в соответствии с правилами, определенными стандартом на продукцию (табл. 4.6).
Одноступенчатые планы более просты в организации контроля. Однако двухступенчатые обеспечивают при том же объеме выборки большую точность принимаемых решений, но более сложны в организации.
Таблица 4.6
Двухступенчатый контроль
|
Объем партии, шт. |
Выборка |
Объем выборки, шт. |
Суммарный объем выборки, шт. |
Приемочное число |
Браковочное число |
|
До 50 включительно |
Первая |
8 |
— |
0 |
2 |
|
Вторая |
8 |
16 |
1 |
2 |
|
|
51-90 |
Первая |
8 |
— |
0 |
2 |
|
Вторая |
8 |
16 |
1 |
2 |
|
|
91-150 |
Первая |
13 |
- |
0 |
3 |
|
Вторая |
13 |
26 |
3 |
4 |
|
|
151-280 |
Первая |
20 |
1 |
4 |
|
|
Вторая |
20 |
40 |
4 |
5 |
|
|
281-500 |
Первая |
32 |
- |
2 |
5 |
|
Вторая |
32 |
64 |
6 |
7 |
|
|
501-1200 |
Первая |
50 |
- |
3 |
7 |
|
Вторая |
50 |
100 |
8 |
9 |
|
|
1201-3200 |
Первая |
80 |
— |
5 |
9 |
|
Вторая |
80 |
160 |
12 |
13 |
|
|
3201-10 000 |
Первая |
125 |
- |
7 |
11 |
|
Вторая |
125 |
250 |
18 |
19 |
|
|
10 001-35 000 |
Первая |
200 |
- |
11 |
16 |
|
Вторая |
200 |
400 |
26 |
27 |
Рассмотрим пример с выборочным контролем посуды хозяйственной из специального бытового стекла.
Партию принимают, если количество изделий, не соответствующих требованиям стандарта, в первой выборке меньше или равно приемочному числу.
Партию бракуют, если количество изделий, нс соответствующих требованиям стандарта, равно или больше браковочного числа при одноступенчатом контроле или больше браковочного числа при двухступенчатом контроле.
Если количество изделий, не соответствующих требованиям стандарта, в первой выборке равно браковочному числу, то отбирают вторую выборку.
Партию принимают, если суммарное количество изделий, не соответствующих требованиям стандарта, первой и второй выборок меньше или равно приемочному числу и бракуют, если суммарное количество изделий, не соответствующих требованиям стандарта, равно браковочному числу или больше браковочного числа.
Исходя из жесткости, различают: нормальный контроль, усиленный контроль, ослабленный контроль.
Нормальный контроль — выборочный контроль, который осуществляют, когда нет оснований считать, что действительный уровень качества производства отличается от приемлемого уровня.
Усиленный контроль — выборочный контроль, более жесткий, чем нормальный, к которому переходят от последнего, если результаты контроля заданного числа последовательных партий показывают, что уровень качества хуже, чем установленный.
Ослабленный контроль — выборочный контроль, менее жесткий, чем нормальный, к которому переходят от последнего, если результаты контроля заданного числа последовательных партий показывают, что уровень качества лучше, чем установленный.
Нормальный контроль — основной вид контроля. Нормальный контроль разработан так, чтобы защитить изготовителя от большей доли отклоненных партий с качеством лучше AQL. Если результаты контроля свидетельствуют о худшем по сравнению с AQL среднем процесса, то потребитель вводит усиленный контроль.
Если качество систематически лучше по сравнению с AQL, то от контроля совсем не отказываются, поскольку необходим сигнал о возможном ухудшении качества продукции. В этом случае значительно экономичнее организовать ослабленный контроль.
Из табл. 4.5, посвященной выборочному контролю швейных изделий, видно, в чем проявляется жесткость усиленного контроля: например, при выборке 50 шт. в рамках нормального контроля можно принять партию при числе дефектных единиц равном 3 и забраковать при числе 4; в рамках усиленного контроля допускается меньшее число дефектных единиц: соответственно 2 и 3.
Процедуры и правила переключения на разные по жесткости виды контроля рассмотрены в (2.25) и на рис. 4.7.
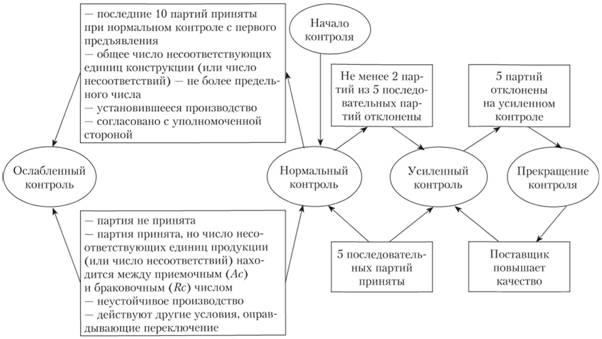
Рис. 4.7. Схема правил переключения