Определение оборотного задела деталей или опережений между выпуском и запуском на смежных стадиях производства
Оборотный задел возникает между стадиями производства из-за работы производственных подразделений неравными партиями предметов труда. Чтобы уменьшить величину оборотного задела, его следует определять с помощью классификации по методу АВС. В соответствии с этим методом предметы труда, необходимые для выполнения производственной программы, распределяются на группы А, В, С по их себестоимости и по количеству номенклатурных позиций.
Суть метода АВС состоит в том, что вся номенклатура предметов труда (деталей, заготовок, полуфабрикатов), необходимая для выполнения производственной программы, заносится в специальный список, в котором записи располагаются в порядке убывания суммарной стоимости каждой позиции номенклатуры. Стоимость каждой позиции номенклатуры определяется умножением цены за единицу этой номенклатуры на их количество по программе. ABC-распределение строится в координатных осях NS (N – количество номенклатурных позиций и S – стоимость) в виде кумулятивной кривой нарастания затрат, если складывать стоимости позиций по списку (рис. 6.6).
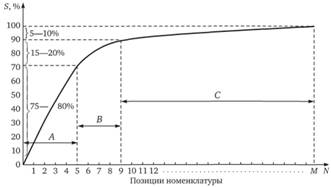
Рис. 6.6. График, иллюстрирующий метод АВС
Точки перегиба кумулятивной кривой выделят сначала группу А, а затем группу В. В группу А попадает, как правило, 75–80% номенклатурных позиций.
В группу В входят позиции номенклатуры предметов труда, сумма стоимости которых составляет примерно 15–10% общей стоимости. Остальные позиции номенклатуры, суммарная стоимость которых составляет около 5–10%, относятся к группе С. Опыт показывает, что обычно в группу А попадает 15–20% всей номенклатуры, в группу В – 25–30%, и к третьей группе С относится 60–50% всей номенклатуры. Таким образом, основное внимание при управлении ходом производства должно быть уделено группе А, которая при своей малочисленности составляет подавляющую часть стоимости изготавливаемых предметов труда и, тем самым, требует наибольших расходов по их хранению и содержанию в незавершенном производстве. Для группы А целесообразно применять такие методы управления, которые обеспечивают непрерывное изготовление и постоянный (ежедневный) контроль за уровнем незавершенного производства. Часто в эту группу включают и наиболее дефицитные предметы труда.
Пусть распределение предметов труда (деталей, заготовок) на группы А, В, С осуществляется в соответствии с табл. 6.10.
Определение величины оборотного задела по группам деталей А, В, С осуществляется по формуле

Таблица 6.10. Распределение предметов труда производственной программы по стоимости и количеству номенклатурных позиций на группы А, В, С
|
Группа деталей |
Количество номенклатурных позиций, % |
Доля стоимости группы деталей в стоимости всех деталей, % |
|
1 |
2 |
3 |
|
А |
15 |
80 |
|
В |
25 |
15 |
|
С |
60 |
5 |
|
Итого |
100 |
100 |
где  ; e – наименование группы деталей, е = {А, В, С}; kе– коэффициенты, показывающие удельный вес себестоимости е-й группы деталей в себестоимости деталей на годовую программу; пs,е, пs+1,е – размеры партий деталей е-й группы соответственно на s-й и (s + 1)-й стадиях производственного процесса; nдн е – дневная потребность в деталях е-й группы;
; e – наименование группы деталей, е = {А, В, С}; kе– коэффициенты, показывающие удельный вес себестоимости е-й группы деталей в себестоимости деталей на годовую программу; пs,е, пs+1,е – размеры партий деталей е-й группы соответственно на s-й и (s + 1)-й стадиях производственного процесса; nдн е – дневная потребность в деталях е-й группы; 
Наиболее вероятный вариант применения унифицированных периодичностей запуска деталей групп А, Б, С приведен в табл. 6.11.
Таблица 6.11. Применение унифицированных периодичностей запуска партий деталей групп А, В, С на стадиях производственного процесса
|
Группа деталей |
Рекомендуемая периодичность запуска деталей на стадиях производственного процесса |
||
|
заготовительная |
механообработка |
сборочная |
|
|
1 |
2 |
3 |
4 |
|
A |
М/4 |
М/4 |
М/4 |
|
В |
2М |
М |
М/2 |
|
C |
6М |
зм |
М |
Величина оборотного задела на смежных стадиях производственного процесса определяется по формуле

где  – размер оборотного задела деталей соответственно группы Л, Б, С, возникающего на (s + 1)-й стадии, в днях потребности.
– размер оборотного задела деталей соответственно группы Л, Б, С, возникающего на (s + 1)-й стадии, в днях потребности.