Обозначение шероховатости поверхностей
Поверхности деталей не бывают совершенно гладкими. При отливке, прокате, штамповке, механической обработке на поверхностях деталей образуются неровности в виде чередующихся выступов и впадин разных размеров. Эти неровности можно рассмотреть через увеличительное стекло (лупу) или на специальных приборах.
Совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины, называется шероховатостью поверхности.
Шероховатость поверхности оказывает заметное влияние на эксплуатационные свойства детали. Чем глаже поверхность, тем меньше трение и износ деталей, тем выше коэффициент полезного действия механизмов, прочность и антикоррозионная стойкость, красивее внешний вид изделия. Шероховатость поверхностей деталей влияет и на герметичность их соединений. Однако нельзя завышать параметры шероховатости поверхности более, чем требуется для ее функционирования, так как при повышении точности изготовления и достижении высокого качества поверхности резко возрастает стоимость обработки (рис. 1.22). Величину неровностей можно измерить специальными приборами (см. рис. 1.33, 1.34).

Рис. 1.22. Влияние точности обработки и степени шероховатости на стоимость обработки детали
Изображение профиля поверхности называется профилограммой (рис. 1.23). На ней проведена средняя линия Ох.

Рис. 1.23. Профилограмма
Длина участка профиля поверхности, установленная для измерения ее шероховатости, называется базовой длиной. Она обозначена на рис. 1.23 буквой l.
Для оценки шероховатости пользуются различными показателями. Остановимся на двух из высотных параметров: Ra и Rz по ГОСТ 2789-73.
Параметр Ra называется средним арифметическим отклонением профиля поверхности.
Параметр Rz называется высотой неровностей профиля по десяти точкам.
Числовые значения параметров Ra и Rz выражаются в микрометрах (мкм).
Шероховатость поверхностей классифицируют по числовым значениям параметров Ra и Rz при нормированных базовых длинах в соответствии с табл. 1.2. Параметр Ra является предпочтительным.
Таблица 1.2
Шероховатость поверхностей, мкм
|
Ra |
Rz |
Ra |
Rz |
Ra |
Rz |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|||||
|
|
|
|
|
|||
|
|
|
|||||
|
|
|
|
|
|||
|
|
|
|||||
|
|
|
|
|
|||
|
|
|
|||||
|
|
|
































Примечание. Предпочтительные значения параметров взяты в рамку.
Обозначение шероховатости поверхностей и правила нанесения их на чертежах установлены ГОСТ 2.309–73.
Структура обозначения шероховатости поверхности показана на рис. 1.24.

Рис. 1.24. Структура обозначения шероховатости поверхности
При применении знака без указания параметра и способа обработки поверхности полку знака не вводят.
В обозначении шероховатости поверхностей применяют один из знаков, представленных на рис. 1.25. В обозначении шероховатости поверхности, вид обработки которой конструктором не устанавливается, применяют знак (рис. 1.25, а) (этот способ обозначения предпочтителен). В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, используют знак
(рис. 1.25, а) (этот способ обозначения предпочтителен). В обозначении шероховатости поверхности, которая должна быть образована удалением слоя материала, используют знак (рис. 1.25, б). Для обозначения шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак
(рис. 1.25, б). Для обозначения шероховатости поверхности, которая должна быть образована без удаления слоя материала, применяют знак (рис. 1.25, в). Тем же знаком обозначают поверхности, не выполняемые по данному чертежу.
(рис. 1.25, в). Тем же знаком обозначают поверхности, не выполняемые по данному чертежу.
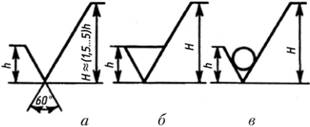
Рис. 1.25. Форма и размеры знаков шероховатости поверхностей
Высота h знаков ,
, ,
, должна быть приблизительно равна высоте цифр размерных чисел, высота Я берется в 1,5–5 раз больше h (рис. 1.25, а), а толщина линий знаков приблизительно равна половине толщины основной линии.
должна быть приблизительно равна высоте цифр размерных чисел, высота Я берется в 1,5–5 раз больше h (рис. 1.25, а), а толщина линий знаков приблизительно равна половине толщины основной линии.
Значения параметров шероховатости RaviRz проставляют под знаком, после символа, например
Способ обработки поверхности указывают только в случаях, когда он является единственно применяемым для получения требуемой шероховатости (рис. 1.26).

Рис. 1.26. Обозначение шероховатости в случае, когда способ обработки является единственным
Знаки обозначения шероховатости должны острием касаться линии, изображающей обрабатываемую поверхность, или ее продолжения (рис. 1.27). Чтобы не ошибиться в обозначении шероховатости при различном расположении поверхностей, можно руководствоваться рис. 1.27, а, б.

Рис. 1.27. Обозначение шероховатости при различном расположении поверхностей
На рис. 1.27, в показано, как располагают знаки, когда они не имеют полки.
Если все поверхности детали должны иметь одинаковую шероховатость, то обозначение помещают в правом верхнем углу чертежа (рис. 1.28), располагая его на расстоянии 5–10 мм от линий рамки.

Рис. 1.28. Обозначение шероховатости, когда все поверхности имеют одинаковую шероховатость
При указании одинаковой шероховатости для части поверхностей изделия вправом верхнем углу чертежа помещают обозначение ( ) одинаковой шероховатости и условное обозначение, как на рис. 1.29. Это значит, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак
) одинаковой шероховатости и условное обозначение, как на рис. 1.29. Это значит, что все поверхности, на которых на изображении не нанесены обозначения шероховатости или знак , должны иметь шероховатость, указанную перед обозначением (
, должны иметь шероховатость, указанную перед обозначением ( ).
).

Рис. 1.29. Обозначение одинаковой шероховатости для части поверхностей
Размеры знака, взятого в скобки, должны быть одинаковыми с размерами знаков, нанесенных на изображении. Размеры и толщину линий знака перед скобкой берут примерно в 1,5 раза больше, чем у знака в скобках (рис. 1.29).
Когда часть поверхностей не выполняется по данному чертежу, в правом верхнем углу чертежа перед обозначением ( ) помещают знак
) помещают знак (рис. 1.30).
(рис. 1.30).

Рис. 1.30. Обозначение шероховатости, когда часть поверхностей остается в состоянии поставки
Если шероховатость поверхностей, образующих контур, должна быть одинаковой, обозначение шероховатости наносят один раз по типу Диаметр вспомогательного знака
Диаметр вспомогательного знака (кружочка) 4–5 мм.
(кружочка) 4–5 мм.
Обозначение шероховатости поверхности на изображении детали располагают на линиях контура, выносных линиях (по возможности ближе к размерной линии) или на полках (рис. 1.30). Шероховатость поверхностей повторяющихся элементов деталей (отверстий, пазов и т.п.) наносят на чертеже один раз (см. рис. 1.29 и 1.30).
Шероховатость поверхностей параметров от Ra 100 до Ra 12,5 получают черновым точением, сверлением, опиливанием драчевым напильником и т.п. Шероховатость поверхностей параметров от Ra 12,5 до Ra 1,6 можно получить чистовыми точением, фрезерованием, строганием, опиливанием личным напильником и т.п. Шероховатость поверхностей параметров от Ra 0,8 до Ra 0,2 достигают шлифованием, полированием, притиркой.
Более высокие значения параметров шероховатости получают хонингованием и другими способами.
На рис. 1.31 показано, какие значения шероховатости поверхностей получают при разных способах выполнения операции.

Рис. 1.31. Примерная шероховатость поверхностей, получаемая при обработке различными способами
Наиболее доступным и распространенным способом оценки качества поверхностей является сравнение их с поверхностями эталонов (рис. 1.32). Эталоны (рабочие образцы) выпускают с разными параметрами шероховатости, полученной точением, фрезерованием, строганием, шлифованием, полированием, доводкой, выполненной на разных материалах. Чтобы легче было сравнивать сопоставляемые поверхности, пользуются лупой.

Рис. 1.32. Эталоны для контроля шероховатости методом сравнения
Для более точной оценки шероховатости поверхностей применяют профилометры, профилографы и интерференционные микроскопы (рис. 1.33). Профилометры предназначены для непосредственного показа среднего арифметического отклонения профиля поверхности Ra. Профилографы записывают профиль поверхности в виде профилограммы. На рис. 1.34, а показан профилограф-профилометр, а на рис. 1.34, б – принцип действия этого щупового прибора.

Рис. 1.33. Интерференционный микроскоп

Рис. 1.34. Щуповые приборы