Горячее прессование
При таком прессовании технологически совмещаются процессы формообразования и спекания заготовки с целью получения готовой детали. Этим методом получают детали из твердых сплавов и специальных жаропрочных материалов, которые характеризуются высокой прочностью, плотностью и однородностью материала. При горячем прессовании применяют графитовые пресс- формы. Высокая температура порошка позволяет значительно уменьшить необходимое давление. Есть и существенные недостатки: низкая производительность, малая стойкость пресс-форм (4–7 прессовок), необходимость проведения процессов в среде защитных газов, которые ограничивают применение данного способа.
Гидростатическое прессование
Этот метод применяют для получения металлокерамических заготовок, к которым нс предъявляют высоких требований по точности. Прессуемый порошок 3 (рис. 8.3) засыпают в гидронепроницаемую эластичную резиновую или металлическую оболочку 2, помещенную в камеру 1, и тщательно утрамбовывают. Затем откачивают воздух, чтобы он не выделялся из прессуемой заготовки и не приводил к образованию в ней трещин. Далее через оболочку прикладывают с помощью жидкости 4 (эмульсии, масел) гидростатическое давление.
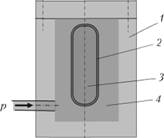
Рис. 8.3. Схема гидростатического прессования:
1 – герметизированная камера; 2 – эластичная оболочка; 3 – порошок; 4 – жидкость
Давление жидкости р достигает 3000 МПа, что обеспечивает получение заготовок высокой прочности и плотности. Отпадает необходимость в применении дорогостоящих пресс-форм. Габаритные размеры изготовляемых заготовок зависят от конструкции герметизированной камеры.
Выдавливание (изостатическая экструзия)
Этим способом изготовляют прутки, трубы и профили различного сечения. Схема экструдера представлена на рис. 8.4.

Рис. 8.4. Схема устройства для изостатической экструзии:
1 – приемный цилиндр; 2 – пресс-шайба; '3 – пуансон; 4 – сжимающая жидкость; 5 – порошок; 6 – уплотнение; 7 – упорная плита матрицы; 8 – изделие; 9 – матрица
Процесс получения заготовок заключается в выдавливании порошка 5 через комбинированное отверстие матрицы пресс-формы 9. В порошок добавляют пластификатор до 10–12% мас., улучшающий процесс соединения частиц и уменьшающий трение о стенки пресс-формы. Профиль изготовляемой детали зависит от формы калиброванного отверстия. Полые профили получают с применением рассекателя, металлокерамические – выдавливанием на гидравлических и механических прессах.
Прокатка. Этот способ получения тонких лент, полос, листов из порошков – один из наиболее производительных и перспективных способов переработки металлокерамических материалов. Методы прокатки различаются по способу подачи порошка (горизонтальная или вертикальная подача) и направлению истечения. Принципиальная схема прокатки при вертикальной подаче показана на рис. 8.5.
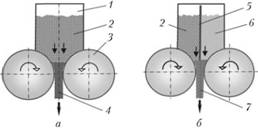
Рис. 8.5. Схема прокатки порошков с вертикальной подачей:
а – получение однослойной ленты; б – получение двухслойной ленты; 1 – бункер; 2 – порошок; 3 – валок; 4 – однородная лента; 5 – перегородка бункера; 6 – второй порошок; 7 – биметаллическая лента
Порошок непрерывно поступает из бункера 1 в зазор между валками 3. При их вращении происходит обжатие и вытяжка порошка 2 в ленту или полосу 4 определенной толщины. Процесс может быть совмещен со спеканием и окончательной обработкой получаемых заготовок. В этом случае лента проходит через проходную печь для спекания, а затем поступает па прокатку, обеспечивающую заданную толщину. Прокаткой получают ленты из различных металлокерамических материалов (пористых, твердосплавных, фрикционных и др.). За счет применения бункеров с перегородкой 5 (рис. 8.5, б) изготовляют ленты 7 из различных материалов 2 и 6 (двухслойные). На рис. 8.6 показана схема прокатки лент с горизонтальной подачей порошка.
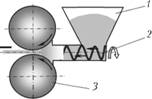
Рис. 8.6. Схема прокатки порошков с горизонтальной принудительной подачей:
1 – бункер с порошком; 2 – шнек; 3 – валок
Прокаткой из металлических порошков изготовляют ленты толщиной 0,02–3,0 мм и шириной до 300 мм. Применение валков определенной формы позволяет получить прутки различного профиля, в том числе проволоку диаметром от 0,25 мм до нескольких миллиметров.
Спекание и окончательная обработка заготовок
Спекание проводят для уплотнения порошка, большего заполнения пор, повышения прочности предварительно полученных прессованием или прокаткой заготовок. Вследствие температурной подвижности атомов порошков одновременно протекают такие процессы, как диффузия, восстановление поверхностных оксидов, рекристаллизация и др. Температура спекания обычно составляет 0,6-0,9 температуры плавления порошка однокомпонентной системы или ниже температуры плавления основного материала для порошков, в состав которых входят несколько компонентов. Процесс рекомендуется проводить в три этапа: I – нагрев до 150–200°С (удаление влаги); II – нагрев до 0,5 температуры спекания (снятие упругих напряжений и активное сцепление частиц); III – окончательный нагрев до температуры спекания. Время выдержки после достижения температуры спекания по всему сечению составляет 30–90 мин.
Увеличение времени и температуры спекания до определенных значений приводит к росту прочности и плотности в результате активизации процесса образования контактных поверхностей. Превышение указанных технологических параметров может привести к снижению прочности за счет роста зерен кристаллизации.
Для спекания используют электрические печи сопротивления или печи с индукционным нагревом. Для предотвращения окисления процесс ведут в нейтральных или защитных средах. Возможно повторное прессование и спекание для повышения плотности и прочности получаемых заготовок. Требуемой точности достигают с помощью отделочных операций: калибрования и обработки резанием.
Калибруют заготовки дополнительным прессованием в специальных стальных пресс-формах или продавливанием пруткового материала через калиброванное отверстие. При этом повышается точность и уплотняется поверхностный слой. Обработку резанием (точение, сверление, фрезерование, нарезание резьбы и т.д.) применяют в тех случаях, когда прессованием нельзя получить детали заданных размеров и форм. При механической обработке металлокерамических заготовок необходимо учитывать их пористость. Не рекомендуется применять обычные охлаждающие жидкости, которые, впитываясь в поры, вызывают коррозию. Пропитка маслом пористых заготовок перед обработкой также нежелательна, так как в процессе резания масло вытекает из пор и, нагреваясь, дымит.
При обработке резанием используют инструмент, оснащенный пластинками из твердого сплава или алмаза. Для сохранения пористости при обработке необходимо применять хорошо заточенный и доведенный инструмент.
Описанные методы применяют при изготовлении различных шестерен и зубчатых шкивов, втулок и поршней амортизаторов, деталей из антифрикционных и фрикционных материалов для работы в различных тормозных и передаточных узлах, различных фильтрующих элементов из металлических порошков.